
箔材軋制
正文
厚度在0.02mm以下的金屬帶或片材通稱為金屬箔材。金、銀、鋁、銅、鎳、鐵、鉭、鈮、鎢、鉬等金屬及其合金均可軋製成箔材。金、銀、鋁、銅箔主要用於裝飾或包裝等,其他金屬和合金箔材主要用於電子工業,如銅鎳和鎳鉻電阻合金箔用來製作測力應變片、精密電阻和錄音、錄象磁頭間隙片等,鎢箔用於特殊電子管,鐵鎳軟磁合金箔用來製作微型高頻脈衝變壓器等。稀土金屬箔用於原子能反應堆。各種金屬和合金箔材品種日益增多,套用範圍日益擴大。生產金屬箔的古老技術是鍛打法,至今仍在使用。70年代金屬箔材的生產方法有電解鍍層法、真空蒸鍍法、粉末軋制法、車削法和軋製法等;但大量生產優質箔材主要靠軋製法(見金箔)。金屬箔材中用量最大的是鋁箔,最常用的鋁箔厚度為0.005~0.008mm,用二輥或四輥軋機生產,有時軋制到0.15mm以下後進行疊軋。軋制鋁箔的四輥軋機工作輥徑一般為200~300mm,成品寬度在 700mm以上,有的達1200mm。軋制後的鋁箔根據用途要經過著色、印花、貼紙和剪下等工序製成各種色彩鮮艷的包裝或裝飾用箔材(見鋁的氧化著色)。
第二次世界大戰後除鋁箔等軟金屬箔材外,一些高精度的硬金屬(如鎢、鉬等)箔材用量增加,各國多採用小工作輥徑的多輥軋機生產。目前世界上用軋製法生產的箔材最小厚度為 0.001mm,相當於報紙厚度的1/60。通用的多輥軋機為森吉米爾軋機(Sendzimir mill)和羅恩軋機(Rohn mill)。這兩種軋機都是在30年代獲得專利的。
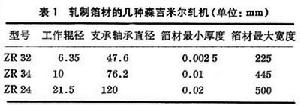
森吉米爾軋機 森吉米爾軋機的剛性較好,但製造較難。有六輥、十二輥和二十輥,常用的二十輥軋機輥系排列為1-2-3-4型。最外層支承輥為背襯軸承,機架為閉口整體機座。通常軋制厚度小於0.02mm箔材的森吉米爾軋機規格見表1。
 箔材軋制
箔材軋制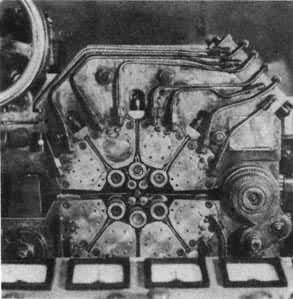 箔材軋制
箔材軋制 箔材軋制
箔材軋制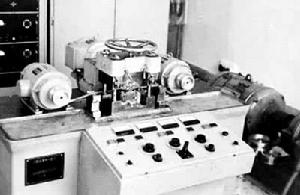 箔材軋制
箔材軋制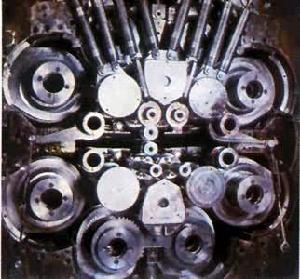 箔材軋制
箔材軋制 箔材軋制
箔材軋制E.C.Larke,The Rolling of Strip,Sheet and Plate,2nd ed.,Chapman and Hall Ltd,London,1963.
W.L.Roberts, Cold Rolling of Steel, Marcel Dekker Inc.,New York,1978.
