
軋制生產自動化
60年代以來對軋製成品的尺寸精度要求和對軋制速度的要求越來越高,人工操作已難達到,必須採取自動控制系統來滿足工藝要求,以取得高經濟效益。軋制過程自動化已成為軋機現代化的標誌和發展方向。50年代開始在軋制生產中採用卡片程式控制、厚度自動控制和電晶體邏輯控制等,主要是以單機為對象的單台設備自動化。60年代開始採用控制計算機,美國首先在帶鋼熱連軋機上配備厚度自動控制(AGC)系統,用計算機設定精軋機輥縫和速度,得到良好效果。此後,即開始研究以軋機生產線為對象的自動化,並發展出軋機的最優控制和自適應控制。70年代發展出軋制生產線和工廠管理相聯結的計算機集成控制系統。
在軋制生產中,帶鋼熱連軋機的機械化自動化程度最高,套用計算機最早,也最有效(見帶鋼熱軋)。目前採用自動厚度控制系統所生產的熱軋帶鋼厚度公差已降低到±0.05mm。60年代後期以來建設的帶鋼熱連軋機多採用計算機自動控制。中國武漢鋼鐵公司1978年投產的 1700mm帶鋼熱連軋機在500米長的軋制線上實現了全面自動化(見彩圖)。目前用 agc系統生產的鋁、銅及其合金冷軋帶材最小偏差已降到±0.005mm以下,板形平整。
 軋制生產自動化
軋制生產自動化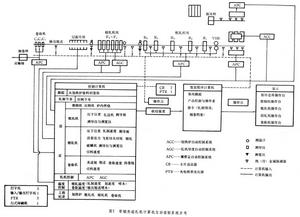 軋制生產自動化
軋制生產自動化輸出設定值確定後,由於預設定的模型精度不夠,檢測信息存在誤差,以及系統狀態變化等,需要不斷利用及時檢測的信息修正模型參數,這種功能稱為自適應校正功能。軋機由於實現了計算機自動設定,具有比熟練操作工人更快的判斷和修正能力,可提高生產率和產品質量,並節約人力。
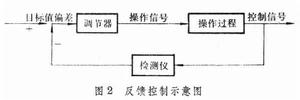
自動連續控制功能 這種功能包括加熱、終軋、卷取的溫度控制(包括輸出輥道冷卻水控制),厚度自動控制(AGC)以及位置和速度預整定自動控制(APC)。在給定目標值後(通常指設定值),計算機根據檢測儀表實測值與目標值比較所產生的偏差,連續地(實際上有一定的間隔時間)、不斷地輸出控制信號來控制有關設備,使該參數達到目標值,這屬於反饋控制系統(圖2)。
 軋制生產自動化
軋制生產自動化生產管理功能 包括帶卷跟蹤、軋制節奏控制、生產數據記錄和列印各種報表等。此外還與廠級管理計算機相聯,根據訂貨卡制定作業計畫,下達生產任務等。
帶卷跟蹤的主要任務是及時掌握生產線上每一塊軋件到達的位置,使計算機內貯存的該軋件的基本數據(如鋼種、尺寸等)與“線上”檢測的數據相對應,保證不出錯誤。還可顯示跟蹤結果,供操作人員驗證。
軋件節奏控制是合理控制加熱爐出鋼節奏,根據所軋制的規格、各工序機組所需時間及其跟蹤功能等進行計算和控制。在保證前後兩塊軋件不相撞的條件下儘量縮短間隙時間,以提高生產率。輔助生產線如剪下線、平整線等也有相應的自動化功能。輔助操作如軋機換輥和換輥後軋制線的調整等也都實現了自動化。
軋制自動化的現狀和發展 軋機自動化水平較高的還有帶鋼冷連軋機(見帶鋼冷軋),從上卷、穿帶、軋制參數的設定,軋機厚度控制和數據記錄列印等都實現了自動化。如中國武漢鋼鐵公司帶鋼冷連軋機計算機控制的軋機,它的計算機室見圖3。
 軋制生產自動化
軋制生產自動化現代軋機計算機自動控制系統一般採用多級計算機方式,軋鋼自動控制系統與整個冶金工廠或公司自動控制系統相聯,成為一個大的控制系統。這是進一步發展的方向。
參考書目
G.F.Bryant,Automation of Tandem Mills,The Iron & Steel Institute, London, 1973.
孫一康:《熱軋帶鋼計算機控制數學模型》,冶金工業出版社,北京,1980。
