
型材軋制
正文
用有孔型的軋輥把錠坯熱軋成各種斷面形狀的型材的工藝過程(見軋輥孔型)。1783年英國人科特(H.Cort)創造了世界上第一台帶孔型的二輥式型材軋機,此後型材軋制很快發展起來。19世紀初已軋制出角鋼和鋼軌,不久又軋制出工字鋼。1867年法國採用萬能式機架軋製成斷面高達1000mm的工字鋼,成為寬邊工字鋼生產的先驅。從1902年起,盧森堡、德國和美國等國相繼建造了萬能式型材軋機,但在半個世紀中進展緩慢。直至50年代,這種軋機才得到發展。隨著軋鋼技術的進展,輕型薄壁型鋼和寬邊工字鋼生產有較快的發展。寬邊工字鋼分為梁材和柱材兩類,柱材又有輕型和重型之分。鋼軌有重軌、輕軌和吊車軌三種。特殊用途的複雜斷面型鋼有汽車車輪輪輞擋圈用的型鋼、鏵犁、窗框用型鋼以及鋼樁等。簡單斷面型鋼多用於製造機械部件,複雜斷面型鋼多用於建築結構、橋樑和用作各種構件。
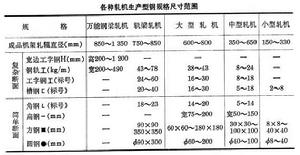
軋制型鋼用的原料主要有初軋坯、連鑄坯和鍛壓坯,個別的用小鋼錠直接軋制,生產較大規格的工字鋼時要求有異型坯。一般初軋坯的斷面尺寸為150×150~300×300mm,小方坯為50×50~140×140mm,連鑄坯為70×70~350×350mm。
型鋼品種繁多,規格複雜,一般都採用多品種小批量的生產方式。型鋼需要量增長緩慢,複雜斷面的型鋼連續軋制比較困難,所以型鋼軋機的自動化程度落後於其他軋機。
型鋼軋機布置 有橫列式、越野式、布棋式、串列式、半連續式和連續式等(見軋機)。型鋼軋機的布置根據生產品種和生產規模而選取不同的形式。中小型軋機已套用微張力或控制活套的連續軋制技術,這種技術的優點是生產能力大,鋼材質量好,能軋制薄壁產品,成材率與自動化程度高,生產成本低,使用人力少;但裝備複雜,投資大。
H型鋼軋機 60年代型鋼軋機發展的明顯特點是連續式或半連續式帶萬能機架的H型鋼軋機的出現,用於生產 H型等經濟斷面鋼材。70年代末這種軋機全世界已有50多套,幾個主要產鋼國家的H型鋼產量已占大型型鋼產量的30~45%。目前最大的H型鋼腰高1200mm,腿寬530mm。
H型鋼與普通工字鋼相比,具有截面模數大、重量輕、節省金屬等優點,可使建築結構減輕30~40%;又因其腿內外側平行,腿端呈直角,拼裝組合成構件,可節約焊接、鉚接工作量達25%,常用於要求承載能力大、截面穩定性好的大型建築。
 型材軋制
型材軋制連續式大型型鋼軋機 附圖為70年代投產的連續式大型型鋼軋機設備布置圖。主要生產100×50~506×20mmH型鋼,年生產能力達150萬噸左右。粗軋機組有四架二輥式機架,中軋機組有三架萬能式機架和二架軋邊機架,精軋機有四架萬能式機架和二架軋邊機架,由15個機架串連布置成連續軋制系列。它可軋制長達120m以上的軋件,不進行熱切,長尺冷卻後,長尺矯直(矯直速度2~8m/s),並用計算機控制冷鋸機,把幾根長尺鋼材同時鋸成定尺。定尺後的鋼材在作業線上經檢查、分選、列印、標記和打捆等工序。換輥採用整個機座更換方式,每次換輥僅需50分鐘,從而提高了軋機作業率。
 型材軋制
型材軋制 型材軋制
型材軋制 型材軋制
型材軋制 型材軋制
型材軋制 型材軋制
型材軋制王廷溥主編:《軋鋼工藝學》,冶金工業出版社,北京,1981。
