
帶鋼熱軋
正文
在帶鋼熱軋機上生產厚度為1.2~8mm成卷熱軋帶鋼的工藝。帶鋼寬度600mm以下稱為窄帶鋼;超過600mm的稱為寬頻鋼。第一台帶鋼熱連軋機於1905年在美國投產,生產寬 200mm的帶鋼。帶鋼熱軋機的技術經濟指標優越,發展很快。在工業已開發國家,1950年以前熱軋寬頻鋼的產量約占鋼材總產量的25%,70年代已達50%左右。熱軋帶鋼的原料是連鑄板坯或初軋板坯,厚度為130~300mm。板坯在加熱爐中加熱後,送到軋機上軋成厚1.00~25.4mm的帶鋼,並捲成鋼卷。軋制的鋼種有普通碳鋼、低合金鋼、不鏽鋼和矽鋼等。其主要用途是作冷軋帶鋼、焊管、冷彎和焊接型鋼的原料;或用於製作各種結構件、容器等。帶鋼熱軋機由粗軋機和精軋機組成。粗軋機組分半連續式、3/4連續式和全連續式三種:①半連續式有一台破鱗(去掉氧化鐵皮)機架和 1台帶有立輥的可逆式機架;②3/4連續式則除上述機架外,還有2台串列連續布置機架;③全連續式由6~7台機架組成。精軋機組均由5~7台連續布置的機架和卷取機組成。帶鋼熱軋機按軋輥輥身長度命名,輥身長度在914mm以上的稱為寬頻鋼軋機。精軋機工作輥輥身長度為1700mm的,稱為1700mm帶鋼熱軋機,這種軋機能生產1550mm寬的帶鋼卷。
帶鋼熱軋按產品寬度和生產工藝有四種方式:寬頻鋼熱連軋、寬頻鋼可逆式熱軋、窄帶鋼熱連軋以及用行星軋機熱軋帶鋼。
寬頻鋼熱連軋 採用的熱連軋機的發展經歷了三代:
第一代寬頻鋼熱連軋機 最早的寬頻鋼熱連軋機是1926年在美國投產的。採用四輥式軋機以提高剛性,生產寬而薄的產品。精軋機組的主電機為直流電機,用電動機-發電機組供電。這代軋機所用板坯厚150~200mm,寬1200~1550mm,長2.5~5m。從粗軋機出來的軋件厚度一般為20~30mm,精軋機最高速度為每秒鐘8~10米。最大卷重小於10噸,單位寬度卷重約8kg/mm。年生產能力約60~200萬噸。1959年中國鞍山鋼鐵公司投產的1700mm半連續式軋機就屬於這一類型。
第二代寬頻鋼熱連軋機 1961年在美國投產,其特點是在軋機上採用增速軋制工藝。當帶鋼從精軋機出來,前端餵入卷取機後,精軋機、輥道和卷取機同時加速,使精軋機速度提高到每秒鐘15~20m,單位寬度卷重達18~20kg/mm,卷重達30噸,年生產能力達400萬噸。在這類軋機上採用了自動厚度控制,測厚和測寬儀表,完善的除鐵鱗和帶鋼冷卻控制系統,良好的速度控制系統和微張力活套裝置。同時加大了軋機剛性和主電機功率,增設了快速換輥裝置,並開始採用計算機控制系統,提高了表面質量和厚度的精度。
第三代寬頻鋼熱連軋機 隨著第二代軋機技術的成熟和套用,結合連鑄機和步進式加熱爐的發展,1970~1978年發展出第三代軋機。配合這類軋機的加熱爐能加熱重達45噸,長達15m的板坯。並可減少加熱時產生的黑印,減少板坯表面劃傷,每座爐子的加熱能力達 300噸。單位寬度卷重達36kg/mm,最高軋制速度達每秒鐘28.5m。年生產能力達600萬噸。第三代軋機有下列特點:①減少粗軋機組的長度,節省設備和廠房投資,多數採用3/4連續式軋機。精軋機列由7個機架組成,進入精軋機列的軋件厚度為30~50mm。②軋製成品尺寸範圍為 0.8~25mm,但其經濟合理性尚需從全局考慮。③用液壓彎輥裝置控制板形並用帶鋼層流冷卻以提高鋼板質量。並試安裝板形檢測儀閉環控制板形。④採用計算機管理和控制全車間(從板坯庫到成品庫)的生產過程。⑤在降低能耗、提高作業率、改進產品質量、提高成材率等方面取得成就,如帶鋼的寬度公差達到±1mm,厚度公差達到0.05mm,廢品率降到0.02%,氧化鐵鱗損失降為 0.7%,切頭量為0.05~0.1%,成材率達到99%。改進軋輥材質,採用軋制潤滑油,延長了軋輥壽命;並裝設快速換輥裝置,使總換輥時間由總操作時間的10~15%減少到4%,有些車間的軋機作業率提高到90%。
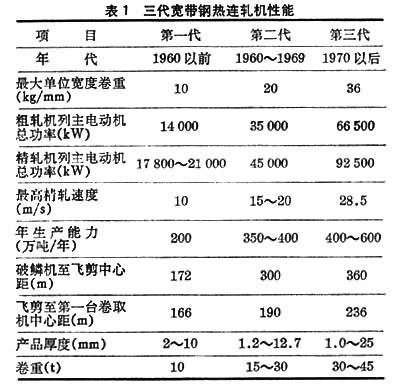
三代軋機的比較 主要性能見表1。
 帶鋼熱軋
帶鋼熱軋 帶鋼熱軋
帶鋼熱軋 帶鋼熱軋
帶鋼熱軋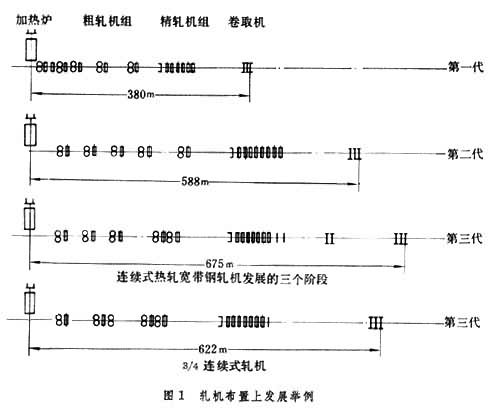 帶鋼熱軋
帶鋼熱軋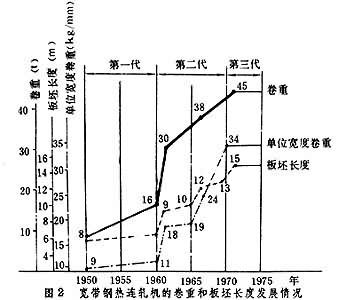 帶鋼熱軋
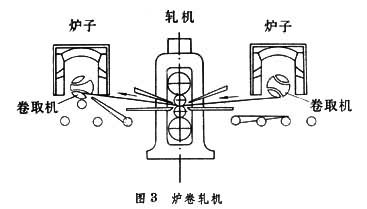
帶鋼熱軋寬頻鋼可逆式熱軋 通常使用爐卷軋機。這種軋機在某些國家按它的發明者施特克爾 (A.P.Steckel)命名,稱為施特克爾軋機。機組由一台或兩台粗軋機和一台可逆式精軋機組成。精軋機是前後設有爐內卷取機的四輥可逆式軋機。從粗軋機出來的軋件切除頭尾後,送入精軋機架軋制,然後進入軋機後的保溫爐內成卷,以減少軋件降溫。進行第二道精軋時,將精軋機逆轉,軋件通過軋機後進入軋機前的保溫爐內卷取機。這樣反覆經過3~5道工序,軋成成品。爐卷軋機的年生產能力為40~50萬噸,適於軋制批量不高而品種多的不鏽鋼、矽鋼和其他各種合金鋼帶。1979年全世界共有這種軋機23台,中國在台灣省高雄和山西省太原各有一台。太原鋼鐵公司1700mm爐卷軋機見圖3。
 帶鋼熱軋
帶鋼熱軋行星式軋機熱軋帶鋼 1948年由森吉米爾(T.Send-zimir)設計成的,實際上只有少量用於生產熱軋窄帶鋼,由於維修工作繁重,產品質量差,未能推廣(見行星軋機)。
帶鋼熱軋產品
可供牌號、供貨標準及用途標準及牌號
國家標準
相當國外標準
作用與用途
材料類別
執行標準
牌號
標準號
牌號
適應於製造冷成型加工的零件
低碳鋼卷板
Q/BQB302
SPHC
JISG3131
SPHC
SPHD
SPHD
SPHE
SPHE
SAE1006/SAE1008
SAE1006/SAE1008
XG180IF/200IF
XG180IF/200IF
一般結構用鋼
GB/T912-1989
Q195
JISG3101
SS330
用於建築、橋樑、船舶、車輛等一般構建
Q235B
SS400
SS400
SS490
ASTMA36
SS540
尺寸,外形重量及允許偏差
厚度(mm)
寬度(mm)
長度(mm)
卷內徑(mm)
1.5~4.0
800~1600
2000~2500(或C)
Φ580
鋼板和鋼帶的厚度允許偏差應符合表2的規定。
表2
公稱厚度(mm)
厚度公差(mm)
切片後寬度方向
厚度偏差(mm)
切片後軋制方向
厚度偏差(mm)
>1.5-2.6
±0.10
≤0.05
≤0.05
>2.6-3.0
±0.12
≤0.05
≤0.05
>3.0-4.0
-0.17~+0.12
≤0.05
≤0.05
1.3鋼板的不平度不得大於12mm。不平度測量單位長度為1000mm.
1.4鋼板和鋼帶的鐮刀彎每2米不得大於4mm。
1.5鋼板和鋼帶的寬度公差應符合下表的規定。
寬度允許偏差(mm)
厚度範圍(mm)
>2.0-2.8
>2.8-3.5
切邊
0~+3
0~+5
不切邊
+20(目標值+10)
1.6鋼卷頭尾溢出邊應不大於40mm,中部溢出邊、塔形高度應不大於30mm.
1.7每卷鋼卷重量應為5-25噸。
力學性能
公稱厚度
屈服強度(Mpa)
抗拉強度(Mpa)
伸長率A50mm%
180度彎曲試驗
>1.5-2.5
≤290
≥310
≥38
D=0a
>2.5-3.0
≤290
≥300
≥38
D=0a
>3.0-4.0
≤290
≥300
≥40
D=1/2a
說明:1、表中所列拉伸試驗、彎曲試驗適用於縱向試樣
2、拉伸試驗採用L0=50mm,b=25mm試樣
3、彎曲試驗取樣方案應該按照JISZ2204的3號試樣進行,試驗方法應該按照JISZ2248進行
4、硬度試驗按照JISZ2245的規定執行
5、硬度HRB目標值為60±8。質保書中提供實際值,但不作為驗收要求。
3.3表面質量
3.3.1鋼板或鋼帶表面不允許有夾雜、裂紋、鏽蝕等對使用有害的缺陷,不允許有停車斑。允許有不影響成型性能的缺陷,如輕微無手感的擦傷、酸洗後的淺黃色薄膜、輕微的麻點、劃傷、輥印和壓痕、色差和輕微無手感的折皺等。
3.3.2由於鋼帶沒有機會將缺陷切除,允許帶缺陷交貨,但缺陷部分不超過鋼卷總長度的6%。
3.3.3塗油指鋼板表面塗有具有一定防鏽性能的靜電防鏽油,塗油分輕塗油、中塗油、重塗油,由需方在契約中指明。塗油產品在正常的運輸、存儲等情況下供方應保證3個月內無鏽蝕。
參考書目
The Metals Society,Flat Rolling,London,1979.
