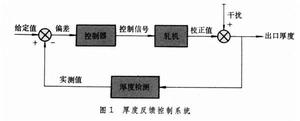
① 厚度直接檢測 測厚儀安裝在軋機的後側直接檢測出口處鋼材的厚度。在這種方案中,由於測厚儀與軋機之間相隔一定距離,厚度偏差需要延遲一定時間才能檢測出來。這相當於在系統中增加了一個滯後環節(見時滯系統),因而系統不易穩定。而為保證系統穩定性,開環放大倍數就受到限制,又會影響系統的快速性。
② 厚度間接檢測 根據軋機的彈性變形、軋制力的大小和測得的軋輥輥縫寬度,計算出鋼材的厚度。由於軋輥偏心、軋輥磨損、熱膨脹和軋機的彈性變形係數不為常值等原因,厚度間接檢測方法的精度不高。但這種方式能及時獲得偏差信號,加之方法簡單和便於維修,所以在厚度控制系統中仍被廣泛採用。在實際生產中,常把每架軋機軋出帶鋼頭部的厚度作為該架軋機在設定條件下厚度的給定值。控制器通常是一台數字電子計算機。在反饋型厚度自動控制系統中,只有在偏差出現後控制器才能起作用,因此存在厚度的動態誤差。生產機械的慣性和調整輥縫的延遲,也會造成控制精度不高、厚度不均勻的情況。
 厚度控制系統
厚度控制系統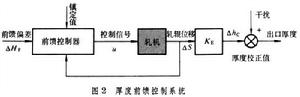 厚度控制系統
厚度控制系統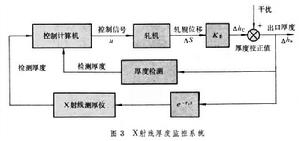 厚度控制系統
厚度控制系統