
正文
厚度反饋控制
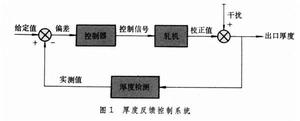 圖1為厚度反饋控制系統的組成。為實現厚度控制,需要事先設定厚度的給定值(鎖定值),將檢測的厚度值與給定值比較,得到厚度偏差。控制器根據偏差信號給出相應的操縱信號控制軋機,使出口處鋼材的厚度等於給定值。根據厚度檢測方式的不同,厚度反饋控制系統可有不同的方案,主要有直接檢測和間接檢測兩種方式。
圖1為厚度反饋控制系統的組成。為實現厚度控制,需要事先設定厚度的給定值(鎖定值),將檢測的厚度值與給定值比較,得到厚度偏差。控制器根據偏差信號給出相應的操縱信號控制軋機,使出口處鋼材的厚度等於給定值。根據厚度檢測方式的不同,厚度反饋控制系統可有不同的方案,主要有直接檢測和間接檢測兩種方式。 ① 厚度直接檢測 測厚儀安裝在軋機的後側直接檢測出口處鋼材的厚度。在這種方案中,由於測厚儀與軋機之間相隔一定距離,厚度偏差需要延遲一定時間才能檢測出來。這相當於在系統中增加了一個滯後環節(見時滯系統),因而系統不易穩定。而為保證系統穩定性,開環放大倍數就受到限制,又會影響系統的快速性。
② 厚度間接檢測 根據軋機的彈性變形、軋制力的大小和測得的軋輥輥縫寬度,計算出鋼材的厚度。由於軋輥偏心、軋輥磨損、熱膨脹和軋機的彈性變形係數不為常值等原因,厚度間接檢測方法的精度不高。但這種方式能及時獲得偏差信號,加之方法簡單和便於維修,所以在厚度控制系統中仍被廣泛採用。在實際生產中,常把每架軋機軋出帶鋼頭部的厚度作為該架軋機在設定條件下厚度的給定值。控制器通常是一台數字電子計算機。在反饋型厚度自動控制系統中,只有在偏差出現後控制器才能起作用,因此存在厚度的動態誤差。生產機械的慣性和調整輥縫的延遲,也會造成控制精度不高、厚度不均勻的情況。
厚度前饋控制
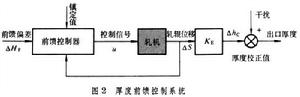 為提高厚度的控制精度,可採取提前檢測來料情況和調整輥縫。例如,在前一架軋機出口處就對將送入本架軋機的帶鋼的厚度偏差提前進行檢測。並據此在經過適當的時間延遲後,在帶鋼進入本架軋機以前調整輥縫值來消除前一架軌機所造成的厚度偏差。這種控制方式稱為厚度的前饋控制。圖2為厚度前饋控制系統的組成。前饋偏差信號ΔHF和軋輥位移的校正值 ΔS以頭部鎖定值為基準計算而得。當計算軋機有控制信號u時,還需要考慮軋輥的實際位置S與頭部鎖定位置之差。軋輥的位置信號ΔS引入前饋控制器中。前饋控制器實際上是一台計算機。在軋制過程中,生產過程的許多參數實際上是變化的,只靠前饋控制並不能消除由於參數變化造成的厚度偏差。通常採用前饋與反饋的複合控制來提高精度。
為提高厚度的控制精度,可採取提前檢測來料情況和調整輥縫。例如,在前一架軋機出口處就對將送入本架軋機的帶鋼的厚度偏差提前進行檢測。並據此在經過適當的時間延遲後,在帶鋼進入本架軋機以前調整輥縫值來消除前一架軌機所造成的厚度偏差。這種控制方式稱為厚度的前饋控制。圖2為厚度前饋控制系統的組成。前饋偏差信號ΔHF和軋輥位移的校正值 ΔS以頭部鎖定值為基準計算而得。當計算軋機有控制信號u時,還需要考慮軋輥的實際位置S與頭部鎖定位置之差。軋輥的位置信號ΔS引入前饋控制器中。前饋控制器實際上是一台計算機。在軋制過程中,生產過程的許多參數實際上是變化的,只靠前饋控制並不能消除由於參數變化造成的厚度偏差。通常採用前饋與反饋的複合控制來提高精度。 X 射線厚度監控控制 為改善反饋控制和前饋控制的控制精度,可在精軋機出口處設定X射線測厚儀(見厚度感測器),檢測帶鋼的實際厚度與規格值的偏差,並用以對軋機進行監控修正。在反饋控制或前饋控制的基礎上適當修改基準值的這種控制方式,稱為X射線厚度監控控制。
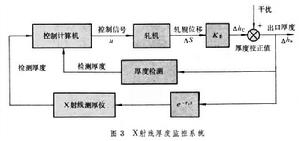 圖3為X射線厚度監控控制系統的組成。只有當帶鋼到達X射線測厚儀時才能測得實際厚度的偏差,因此就相當於在監控迴路中引入了一個滯後環節(圖中e-Txs)。在監控迴路中常採用積分控制(見PID調節器)來保證系統的穩定工作。
圖3為X射線厚度監控控制系統的組成。只有當帶鋼到達X射線測厚儀時才能測得實際厚度的偏差,因此就相當於在監控迴路中引入了一個滯後環節(圖中e-Txs)。在監控迴路中常採用積分控制(見PID調節器)來保證系統的穩定工作。