
軋機彈性變形
正文
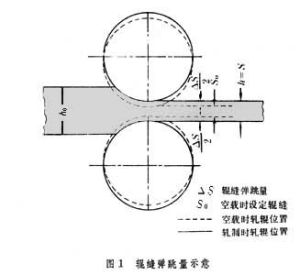
在軋制過程中,金屬受軋輥作用而塑性變形,工作機座(和軋輥)受金屬的反作用力則產生彈性變形,使軋機的輥縫發生變化,影響軋件尺寸。因此,在設計、使用和控制軋機時,要確定軋機的彈性變形量。軋機的輥縫彈跳量和剛性係數 軋機的剛性即軋機工作機座抵抗彈性變形的能力。軋制時的輥縫隨所受的軋制力(rolling force)而增大,軋制時輥縫和空載時輥縫之差的平行平均值叫作輥縫彈跳量(圖1)。
 軋機彈性變形
軋機彈性變形 為空載輥縫的實測值,但經常用的是由曲線的直線部分外推而得到的空載設定輥縫S0。
為空載輥縫的實測值,但經常用的是由曲線的直線部分外推而得到的空載設定輥縫S0。 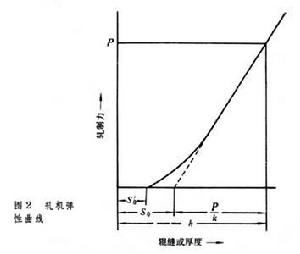 軋機彈性變形
軋機彈性變形 軋機彈性變形
軋機彈性變形 軋機彈性變形
軋機彈性變形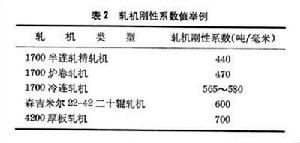 軋機彈性變形
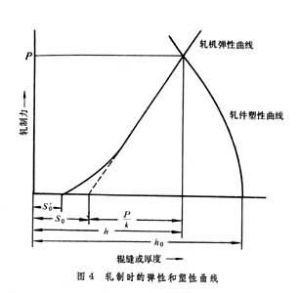
軋機彈性變形軋機彈跳方程 板帶出口厚度h,空載時設定輥縫S0,軋制力P和軋機剛性係數k之間根據軋機彈性曲線有以下關係:

軋制狀態 板帶軋機的軋制狀態可由圖4的軋機彈性曲線和軋件塑性曲線來描述。軋件塑性曲線是軋制力與壓下量的關係曲線,曲線上的某點切線的斜率Q稱為軋件塑性係數。圖4中兩曲線的交點就是該軋制條件下的軋制狀態(軋制力和軋件出口厚度)。分析圖4可看出,當軋機彈性曲線位置不變時,即當在一定的軋機和輥縫設定值的條件下,影響軋件厚度變化的因素就是改變軋件塑性曲線位置的因素:①帶坯厚度;②軋件變形抗力。為縮小軋件厚度波動值的有效方法是提高軋機剛性係數,亦即使軋機彈性曲線變陡。現代設計的軋機都選擇較大的剛性。由於軋機尺寸的限制,不能完全依靠增大軋機剛性來改善軋件尺寸精度,因此發展出板帶軋制的自動厚度控制系統(AGC)。
 軋機彈性變形
軋機彈性變形
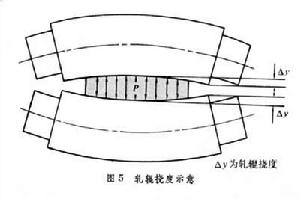
軋機的軋輥撓度和橫向剛性係數 軋制時輥身中部和邊部輥縫差的增量Δx 稱為軋輥撓度(圖5)。
 軋機彈性變形
軋機彈性變形軋輥撓度主要由輥系的以下四部分變形組成:軋輥彎曲撓度,軋輥剪下撓度,工作輥和支撐輥之間的彈性壓扁,工作輥與軋件接觸彈性壓扁。影響軋輥撓度的主要因素是:輥系尺寸,軋制力,軋輥凸度(原始磨削凸度、熱凸度和磨損)。組成輥系撓度的四部分難於分別測定,只能用軋板法測量總的軋輥撓度,即測量軋板橫斷面凸度來繪出軋制力與軋輥撓度的關係曲線,求出軋機的橫向剛性係數。也可用理論計算分別求出上述四部分變形,再求總和,然後同實測值比較。
為了獲得良好的板帶橫斷面尺寸精度和板形,僅用加大工作輥徑和增加支撐輥徑或輥數來減少撓度是有限的,需用控制輥形的方法抵償所產生的撓曲。控制輥形的方法有兩種:①用加熱或控制冷卻液的方法,控制軋輥的熱凸度。這種方法由於熱慣性等而不能迅速進行調整,難於準確控制。②機械方法。主要用液壓彎輥,或在多輥軋機中抽動中間輥;此法調整迅速有效,並可與板形檢測儀組成閉環控制系統。
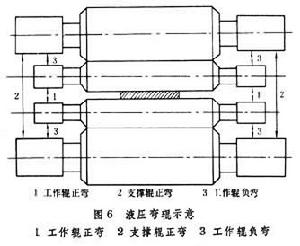
液壓彎輥,在軋輥軸承座間安裝推力液壓缸,調整液壓力以改變彎曲力的大小,使工作輥或支撐輥產生正彎或負彎,控制輥形和板形(圖6)。此種裝置(主要是工作輥彎曲)已廣泛用於各種板帶軋機上,效果較好。
 軋機彈性變形
軋機彈性變形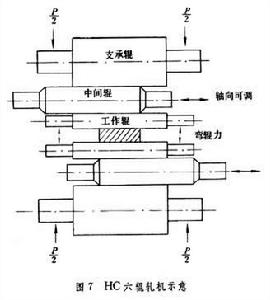 軋機彈性變形
軋機彈性變形Eustace C.Larke,The Rolling of Strip,Sheet and Plate,Chapman & Hall, London, 1963.
日本鉄鋼協會:《壓延理論とその応用》,誠文堂新光社,東京,1969。
