
概述
 膠印機
膠印機在中國膠印是一種有絕對統治地位的印刷方式,由於印 刷速度快,印刷質量相對穩定,整個印刷周期短等多種優點,書刊、報紙、和相當一部分商業印刷都在採用膠印。一提到印刷,人們馬上想到的是膠印,海德堡、羅蘭、三菱、小森等國外品牌對普通老百姓也耳能祥熟。
膠印是廣泛使用的印刷技術,是先把上墨的圖像轉移到橡皮布上,然後再轉移到印刷材料表面的一種印刷方法。膠印是平版印刷的一種,也是基於水墨相斥的原理的,膠印技術可以避免印刷表面的水與油墨一起傳遞到印刷材料的表面上。
優點
 膠印
膠印圖像質量高——比凸版印刷更加清晰、明銳,因為橡皮布能夠與印刷材料表面的紋理很好地接觸。
除了平滑的紙張外,還可以使用範圍廣泛的印刷材料,例如木頭、織物、金屬、皮革、較粗糙的紙張等。
印版的製作快速、簡便。
印版耐印率比直接平版印刷更高——因為印版和印刷表面之間沒有直接接觸。
三大原理
 膠印機
膠印機水油不相容原理,化學上所謂的相似相容原則決定,有輕度極性的水分子結構與非極性的油分子間分子極性不同,導致水油之間不能吸引並溶解,這個規則的存在使平面印版為區分圖文和空白部分而使用水的構想成為可能。
表面選擇吸附原理,根據表面張力的不同,它所能吸附的物質不同,這也為平版膠印的圖文分離提供了可能。
網點構像原理,由於膠印的印版是平的,那么就無法依賴油墨的厚薄來表現印刷品上圖文的層次,但通過將不同的層次拆分成很微小的肉眼覺察不到的網點單元,就能有效的表現出來豐富的圖像層次。
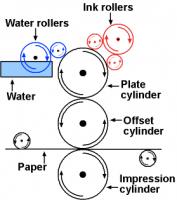
在生活中我們有這樣的常識:水浸濕過的表面上,是不容易被油沾染的,水和油總是相互排斥的。由於膠印的印版幾乎在同一個平面,那么就需要找到一種能有效的區分空白部分和圖文部分的方法 ,水在膠印中的作用,我們稱之為"水油不相溶"原理。印刷過程中,先在印版表面均勻的塗布薄薄的一層水層(實際上由於印版表面的選擇 性吸附,圖文部分是不會沾水的),然後在印版上塗布油墨的時候,就有效的保護了空白部分。
 |  |
 |  |
工藝常識
 膠印油墨
膠印油墨套準:即套印準確程度。這是印刷的常用術語,它是用來衡量膠印機印刷質量的重要標誌之一。
套準這個名詞,只適用於雙色和多色印刷。其含義是指,在印刷彩色印件時,將印版上各種不同顏色的圖文,準確地重疊在同一張印品上。並且使各種顏色的網點不變形,圖文不走樣,且色澤絢麗,富有立體感。
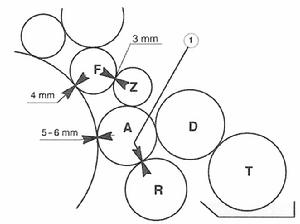
沒有準確的套印,就沒有印刷質量。要求彩色印品準確套印,是最起碼和最基本的條件。但是,絕對的套準從來是沒有的。根據紙張的幅面大小、網線的多少和對於印品質量要求的高低等,在印刷彩色網線印刷品時,紙張套印的準確程度,應當達到這樣的要求:紙張就印時位置的誤差,應小於兩個相鄰網點之間距離的一半。一般來說,約在0.05~0.10 mm的範圍之內。對於一些套印質量要求不太高的印刷品,可以放寬到0.15~0.25 mm。
為了便於在印刷時檢查套準情況,可以以規線套準情況為參考,再仔細觀察圖文套印情況,為了看清是否套準,往往藉助3~6倍的放大鏡進行觀察。
水墨平衡:水墨平衡是膠印印刷的基本原理之一,其是基於油水不相混溶機理之上的。油墨和水不相混溶是平版印刷的基本原理,但膠印印刷時,油墨和水必須同時處於同一印版的版面上,並保持平衡,這樣,就要求印版圖文部分保持充分的著墨量,同時又要保證印版空白部分不起髒,這種水和墨之間的平衡關係,即稱之為水墨平衡。掌握好水墨平衡,是保證膠印印品質量的前提條件。
常用紙張
 膠印紙張
膠印紙張膠印中所用的紙張種類很多,且各種紙張的性質也有所不同。即使是同一種類型的紙張,由於各廠的製造工藝不盡相同,而質量也會各有高低。現將膠印常用的紙張簡述如下。
(1) 常用紙張的種類
① 膠版紙(俗稱道林紙)它是專供膠印機進行多次套色印刷所普遍採用的紙張。膠印中往往用它來印製各種宣傳畫冊、書刊封面、地圖畫報和商標廣告等。
② 銅版紙(也叫印刷塗料紙)它是在原紙表面上塗布一層白色塗料,經過超級壓光加工而製成的高級用紙。在膠印中,經常用它來印刷畫冊、畫報、日曆、年曆、商品樣本和精製插圖等。
③ 白板紙 由於它質地堅硬,且有較大的厚度和重量,所以,一些包裝裝潢及商標印刷廠,經常用它來印刷各種包裝紙盒和商標等。
④ 新聞紙(俗稱白報紙)由於它質地鬆軟,厚度薄、重量輕,所以在膠印中很少採用,僅用它來印刷報紙等。
(2) 常用紙張的特點
① 膠版紙 有單面膠版紙和雙面膠版紙之分。常用紙的重量以70g/㎡、80g/㎡、90g/㎡、100g/㎡和120g/㎡為最多。這種紅具有伸縮性小、質地緊密、不脫粉、不拉毛,以及紙張表面具有適當的平滑度等特點。
② 銅版紙 有單面銅版紙和雙面銅版紙之分。常用紙的重量為80g/㎡、100g/㎡、120g/㎡、150g/㎡和200g/㎡。這種紙具有較高平滑度、不脫粉、不分層,以及塗層無氣泡孔等特點。
③ 白板紙 有特級和普通、單面和雙面之分。常用紙的重量以200g/㎡、220g/㎡、250g/㎡、280g/㎡、350g/㎡和440g/㎡為最廣泛。它除了具有潔白平滑、薄厚均勻、質地緊密和不脫粉毛等特點外,還具有因摺疊而不易斷裂的韌性。
④ 新聞紙 可分為捲筒紙和平板紙兩種。其重量一般在51g/㎡左右。它的特點是:紙質鬆軟、吸墨性強,紙面平滑和不起毛。但由於紙質鬆軟,吸墨性強以及抗水性低,故在印刷時要嚴格控制版面水分,以防止套印不準和拉毛等。
⑤ 書寫紙
原材料的印刷適性
 印刷品
印刷品印刷適性是指:紙張、油墨、印刷過程(壓印和印刷速度)、印版、墨輥及橡皮布、印刷車間的溫濕度等,比較適合印刷的條件,以便獲得優質印刷產品。
油墨黏度是指流動時的黏滯程度,它是表征油墨流體流動阻力大小的指標。膠印油墨的黏度主要取決於所用連結料的固有性質和顏料顆粒的大小、含量及其在連結料中的分散狀態。顏料含量高,油墨黏度大;顏料顆粒大,油墨黏度小;顏料分散度好,油墨黏度小。
在膠印過程中,一定的黏度是保證油墨正常傳遞轉移的主要條件,也是決定油墨印跡牢度、清晰度和光澤度的重要條件。油墨黏度過大時,油墨的傳遞、轉移困難,易造成版面墨量不足,造成花版;黏度過小時,易產生浮髒,嚴重時會造成油墨過度乳化或使其不能保持正常的傳遞、轉移,並逐漸在墨輥、印版和橡皮布上堆積。當堆積到一定程度時,就會引起糊版。
油墨滲透性是指,轉移在印張表面的油墨墨層的滲透能力,它是表征幽默在乾燥過程前期所顯現的滲透現象和性質的。在膠印過程中,油墨的滲透過程包括兩個過程,即發生在印刷壓力作用瞬間的即時快速滲透過程以及印刷壓力小時後的緩慢自由滲透過程。
在膠印過程中,印刷油墨的滲透性主要取決於連結料自身的性質,同時也與印刷壓力、印刷速度及其所用紙張的類型、表面性質等有關。一般油墨墨層在紙張上的滲透,因油墨類型不同,黏度不同,顯示出不同的滲透性質和滲透速度,通常氧化聚合結膜型油墨的滲透性,比滲透凝膠結膜型油墨的滲透性小。
油墨的滲透性對印跡墨層的固著乾燥及墨層結膜後的色調再現、光澤性、耐摩擦性等,有著重要的意義。當油墨的滲透性和紙張的吸墨性過強時,容易引起粉化、透印等現象,使印跡墨膜的顏色、光澤度和耐摩擦性等顯著下降;當油墨的滲透性過小時,則會引起印張背面粘髒,嚴重時會使堆積成垛的印張互相粘成疊。
色偏與混色
 膠印
膠印印品色偏和混色故障大致可歸納為4個方面的原因:
(1)製版操作不規範引起的黃、品紅、青某一色印版網點過深或過淺;
(2)油墨色彩調配不當或三原色油墨不相匹配;
(3)印刷色序安排不合理;
(4)印刷紙張本身存在較嚴重的色偏現象。
1.印版網點深淺故障引起的色偏
印版曬制過程中,曬版光源強度、光譜同印版感光膠感光特性不匹配,或曝光時間不當;顯影液pH值以及顯影時間長短掌握不恰當等,都可能造成印版網點過深或過淺。這樣的印版上機印刷,其畫面色偏就不可避免了。
故此,印版在上機前必須先對其質量進行鑑別,對印版網點的鑑別可藉助放大鏡分別對照黃、品紅、青、黑各色原版膠片,仔細察看相對應印版圖案同一部位的亮調、中調、暗調區域網點顯現情況,即亮調部位2%的小網點,印版上應能同等曬得出,印刷品上3%的網點應能印得出來。若印版上2%的小網點曬不出來,則說明印版曬淺了,不適用。用鑑別印版同膠片亮調部位2%小網點的方法,鑑別印版上同原版膠片同一部位暗調97%的網點。若印版上的這部位網點並糊,則說明這塊印版曬深了;若這部位網點間空白區域面積擴大了,則說明印版曬淺了,就應重新曬制。
當然,在有條件的情況下,採用布魯納爾信號條來控制曬版質量,就能準確而便於操作。鑑別方法是藉助高倍放大鏡,觀察印版上的布魯納爾信號條的第5塊 50%的細網測試塊中的各12個陰陽網點,其陰陽網點面積由大到小順序都應各出齊6個;第6塊的6個小格內2%的小網點要曬出來,若曬出的印版3%的網點存在,而2%的網點消失了,說明印版曬淺了。反之,不僅2%的網點存在,而且1%的小網點也存在,則說明印版過深。
 膠印
膠印印刷過程中,由油墨引起的色偏故障,多數是因為現有的各地所產的三原色油墨都存在不同程度的色偏,譬如牡丹牌05-24中黃(偏紅0.16)、 05~32天藍(偏紅0.35),這對整個畫面都會不同程度地產生色偏影響,尤其是中間調影響更嚴重。但是少量的色偏可以從油墨配伍方面予以糾正。如長期以來華東地區選用的一組三原色墨,像上海油墨廠生產的05-28透明黃、05-14洋紅、05-32天藍以及天津油墨廠生產的GS-135洋紅、GS- 425天藍、GS-236中黃油墨都具有快乾、快固著、色彩鮮艷、色偏少、疏水性強、印刷適性好等特性,對高速、多色機用於塗料紙印刷精細產品起到了較好的作用。
3.色序安排引起的色偏
膠印印刷品與打樣樣張相比較,有時儘管所使用的油墨、紙張及實地密度相同,但印刷品仍有偏黃、偏紅或偏藍或者疊印色墨混色現象發生。這是什麼原因呢? 一是打樣機一般為單色濕壓乾印刷,油墨吸附性、轉移率較適宜;二是機器結構、壓力、速度同實際印刷不盡相同;三是高速多色印刷時色序安排不合理。色序安排順序不合理不僅會引起色偏故障,還會使印品圖案色彩因濕壓濕疊印造成混色後果。
多色機印刷色序安排應遵循的原則:
(1)根據4色版油墨明度差別順序安排,即暗深色先印,亮淺色後印。
(2)依據印版圖文面積安排。即印版圖文面積小的先印,圖文面積大的後印。
(3)按油墨粘度大小順序來安排,就是聯度大的色墨先印,教度小的色墨後印。如上海牡丹牌05型黑墨1188.2Pa,藍墨488.5Pa>品紅墨 477.1Pa>黃墨147Pa的順序安排。對於黏度大的色墨必須放在後色組印刷者,應先將其黏度適當調低,這是至關重要的,否則即會造成逆套印的混色弊病。
 膠印
膠印(4)依據色墨的透明度和覆蓋力安排,也就是透明度低和覆蓋力大的色墨先隊透明度高、覆蓋力小的色墨後印,這樣能提高油墨疊印後的呈色效果。
(5)以原稿特點安排色序,單色機屬於濕壓乾的壓印方式,多採用黃、品紅、青、黑的色序,或用黃、青、品紅、黑的色序,這是基於多色單張紙色與色之間套印,至少間隔幾個小時才能套印下一色,這樣可能會造成紙張的伸縮。從有利於視覺對套印要求的角度講,第一色先印弱色黃墨,即使印張有所伸縮,對後色序青、品紅、黑版套印所產生的有限誤差影響也不甚明顯。雙色機印刷則多採取明暗色墨交替色序方式,即黃、品紅和青、黑色序,或者黃、青和品紅、黑的色序。
4.色機印刷則多採用黑、青、品紅、黃或黑、品紅、青、黃的倒色序。
總之,只要膠印操作者能夠認真辯證地領會造成色偏和混色故障的主要規律性原因,有的放矢地採取相應預防措施,就能做到防患於未然,收到事半功倍的效果。
印版耐印率
 膠印
膠印提高印版耐印率是減少原材料消耗、降低產品生產成本、縮短生產周期、提高經濟效益的一個關鍵環節。在實際工作中套用以下幾種方法可提高印版的耐印率。
1、嚴把印刷原材料入庫關。尤其要保證購進優質紙張和優質PS版。比如印書刊的52g/m2?60g/m2書刊紙,採購人員如果貪圖便宜購進非正規造紙廠家的劣質紙,紙張的白度、均勻度、平滑度、光潔度、表面張力、施膠度等各項技術指標均無法達到印刷的要求,紙張表面粗糙、紙灰大、細微沙粒多,這就容易磨損PS版的感光樹脂膠膜,使印版的耐印率降低。所以,要提高膠印印版的耐印率,首先就要從材料的進貨渠道抓起。不合格的原輔材料不進廠,不入庫。當前,印刷材料市場上品牌繁多,難辨好壞,印刷企業購進材料時應貨比三家,保證質量,購買優質的印刷材料。
2、要掌握正確的PS版曝光時間。特別要注意曝光量,不要過度曝光,以免影響印版的耐印率。一般情況下,四色分色片要求3%的小網點不曬丟失,98%的大網點不糊版;圖案、線條、文字清晰,細小的圖文不掉版,文字筆鋒飽滿明亮,不缺筆斷劃等。
3、PS版顯影液濃度應嚴格控制。配製顯影液時要嚴格按照生產廠家的使用說明書配製,將顯影液或者顯影粉、氫氧化鈉、水通過計量器具度量準確,切勿憑經驗,靠感覺來配製或稀釋顯影液。若曬版過程中曝光過量,PS版顯影液鹼溶液濃度過高或水溫偏高都會直接降低PS版的耐印率。
 膠印
膠印4、通過烘烤PS版來提高印版的耐印率。現在許多印刷廠家對長版活、印量較多的書刊、報紙等產品印刷採用烤版的辦法提高耐印率,即將PS版曬版之後經過除髒、塗擦烤版液、用對開電烘箱進行烤版。①烤版前一定要注意將PS版空白部分污物、髒點用修版膏清理乾淨,否則經過烤版後難以清除掉髒點。②塗擦烤版液用的毛巾不乾淨,或者毛巾上面的纖維脫落在PS版的版面上也易帶髒。③烤版溫度在200~220℃,烤版時間一般在10~15分鐘左右,不宜過長,同時也要根據PS版版材感光樹脂膠膜的耐溫情況,來具體定出烤版的時間。如果烤出來的PS版感光膠膜呈淺咖啡色、褐紅色,象梅子熟透的顏色,說明烤版適當;如果烘烤的時間過長,溫度過高,將會把PS版感光樹脂膠膜烤糊,或使版基變軟。
5、曬版之前要檢查軟片的密度是否合適,硫酸紙上面的文字、線條、圖紋黑度要飽滿,不缺筆斷劃,大字和寬一些的線條黑度不夠應重新輸出,也可在電爐子上烤一下,能夠起到增黑作用。烘烤時要防止硫酸紙起皺,影響曬版吸氣不實。印刷批量大的書刊、商標、包裝裝潢產品無論是出軟片,還是出硫酸紙,文字的筆劃、線條儘量粗一些,相應地就會耐印些。密度和黑度達不到要求,不能遷就,返工重做,才能保障曬出來的PS版的耐印率。
6、水輥對印版的壓力不宜太大。在調試兩支水輥與印版壓力時最好不要用正式印刷的好印版,可採用廢舊的PS版來調試,以免損傷印版。同時印版滾筒內的襯墊紙厚薄要合適。水膠輥對印版的壓力過大,印版的圖文磨損也會隨之增大,耐印率就會降低。
7、裝版時應檢查印版背面襯墊紙是否存在起皺、打折、紙屑和小紙塊等情況,若有這些情況應拆卸下印版,將襯墊紙整理平實。
 膠印
膠印8、曬版、上機後修版時,殘留的修版膏不慎塗到PS版圖文部分的感光樹脂膜上,起到了一個減薄膠膜的作用,也會影響PS版的耐印率。另外,上版後版面上帶髒,往往採用擦布沾潤濕粉劑擦版來去髒。但是,用潤濕粉劑擦版時不要太用力,擦試的時間也不要過長,否則印版的感光樹脂膠膜被擦薄後不耐印。
9、印刷時使用較小的壓力。把印版裝上印版滾筒後,印版滾筒與橡皮滾筒之間的壓力不要過大,PS版加包襯紙張的厚度不要超過0.65mm,橡皮布加包襯的厚度不超過3.25~3.40mm(用千分尺測量)。裝版時要壓緊壓實,防止在膠印機運轉過程中產生相對滑移。另外,準確地調節和控制膠印機的著墨輥、著水輥與印版滾筒之間的壓力,避免版面直接磨損。
10、印刷過程中嚴格控制水墨平衡。注意控制墨層厚度,避免油墨鋪展到印版的空白部分。如果油墨過厚,油墨中色料、連結料、膠料的微小顆粒對印版磨擦作用加大,也會加快印版的磨損。保持正常的供水,在印版空白部分不粘油墨的前提下,使用最小的用水量潤濕版面,才能減少紙張變形、油墨乳化、套印不準、墨色沖淡等現象。如果版面水份過多,跟弱酸性水斗液(用於清洗油污)結合,對印版也有腐蝕作用。保持水墨平衡,同時也能避免因水墨不當引起的髒版、花版和掉版等現象。
11、防止印版表面氧化。在膠印機中途停機或午間吃飯與休息的時候一定要塗擦阿拉伯樹膠,以免印版長時間暴露在空氣中,導致印版氧化而降低印版的耐印率。
12、防止雜物與版面產生磨損。還要注意不讓紙張輸送過程中雙張、多張和其它雜物把印版壓壞了。
產品配圖
 |  |
 |
|

其它印刷
一、活板印刷文字多,相片及圖畫少,文字的更改機會多,印品數量不大——數百或數千之間的印刷品皆宜用活版印刷。鉛字印刷次數不宜超過三萬,精細圖片電版亦不宜超過七、八萬。印圖片必須選用粉紙才能獲得完美的網點。所以不能用廉價的紙張來印圖片而希望取得精美的效果。用活版排線版表格時,線條的交接處容易分離脫節,這是常見的缺點。此外,施印時印壓力太大或是壓力筒表層太軟都會使製成品印張的背面有浮雕似的凸起,這會大大減低印刷品的質素。
二、凹板印刷
凹版印刷適合印製高度品質及價值昂貴的刊物,不論是四色或是黑白圖片,凹版印刷都能高度俏似攝影照片。由於製版費昂貴,印量必須大,故在香港是五種印刷中最少取用的一種。
三、絲網印刷
由於絲網印刷印墨特別濃厚,最宜用為特殊效果的印件,數量不大而墨色需要濃厚的尤為適宜。又可以在立體上施印如方形盒、箱、圓形樽、罐等。印底除了紙張外也可以印布、快把、夾板、塑膠片、金屬片、玻璃等,是以常見有用以印製錦旗、T恤、瓦通盒、汽水樽、電路板等。上述的各類印刷特點都是其他印刷方法所不能的。
四、膠板印刷
膠紙印刷只適用於印刷膠袋、手抽、大小塑包裝。印張的輸入印機不是單張的而是卷裝的,印後要逐張分切。印點、線的微細度遠比不上活版和柯式印刷,可見膠紙印刷是不能用以印製書本刊物的。
五、網路印刷
近年來隨著網際網路行業的飛速發展,以及市場對電子商務的熟悉及認可,網路印刷也越來越多地被市場認同。僅淘寶網每年的印刷業務量就高達28億元,加上大宗電子商務印刷實現總產值超過400億。其中以商務短版印刷為主。憑藉計算機技術的發展以及網路電子商務的普及,網路印刷正以每年超過200%速度遞增,預計2012年底全國網路印刷占比將達到8%。歐美電子商務印刷起步較早,占整個印刷行業的比例高達78%,並開始朝著個性化、數位化、立體化方向發展。
2011年全球印刷行業產值達7200億美元,其中北美占28%,歐洲占31%,亞洲占30%,其它地區占11%。其中亞洲地區的印刷業發展較快,尤其是中國最近幾年一直保持著兩位數的增長速度。根據國家統計局截止2012年3月底的統計,全國有印刷企業10.68萬家,從業人數387.56萬,工業總產值突破1萬億。
網路印刷解決方案
(一)商務綜合印刷網路平台
綜合全面的印刷整體解決方案和DIY個性訂購系統;印刷網路運營、高效地業務管理和生產管理。適用於:大型商業印刷企業,既可作為企業綜合入口網站,也可以創建不同品牌單獨營運。
(二)“網路印刷平台”
提供企業特色的網路印刷網站,包括印刷網路下單系統、多種印刷報價系統以及一體化的生產流程管理。印刷企業、快印企業、商業短版印刷企業,適用於實施網路印刷套用的中、小企業。如國內知名iein印功夫網路印刷平台。
(三)“個性定製平台”。
提供線上和線下的個性化產品製作工具,讓客戶所見即所得完全個性地體驗;產品種類豐富,目前提供的個性化產品包括各類禮品冊、個性相冊、馬克杯、T恤、抱枕、滑鼠墊及各種雕刻性的飾品等;同時提供多種電子商務的風格和界面,貼近客戶喜愛的操作與流程,吸引更多客戶使用及訂購產品。適用行業:沖印行業、影像行業、快印行業,以及個性化產品定製需求的企業。
印刷:文字的藝術
| 印刷術是我國古代的四大發明之一。它和指南針、火藥、造紙共稱為中國古代的四大發明。 |
