前景分析
中國數字出版產業的發展仍然面臨著各種各樣的格式、產品價格、商業模式、結算、用戶體驗等諸多問題。據調查,2011年,首都出版著作權工作將加快轉變發展方式,以機制創新為突破口,不斷深化改革,加快資源整合,推進高新技術與出版產業的融合,創新和完善新聞出版公共文化服務體系,最佳化政府管理模式,提高服務水平,努力開創首都出版和著作權工作的新局面。截至2010年11月底,北京地區新聞出版業收入達到466.17億元,同比增長9.45%;資產總額達到935.15億元,同比增長8.74%;利潤總額30.59億元;從業人員11.58萬餘人。新聞出版行業收入總額在全市文化創意產業9大領域中排名第四位。
未來將有可能出現以下趨勢:
1、大中型出版機構一體化運作;
2、出版機構與技術提供商的合作將進一步深入;
3、中小型出版機構將走服務外包之路;
4、新型數字出版機構不斷湧現,以網際網路形態為主;
5、閱讀器廠商開設網路書店;
6、傳統渠道全面向電子渠道轉型;
7、運營商進入全流程數字出版;
8、將出現更加細分的專業資料庫服務商。
而這些趨勢的發展和問題的解決都將基於一個主鏇律:合作。而合作的目標是1+1=11。請注意,不是1+1=2,而是11,是希望獲得更大的價值,對於以幾何級數發展的產業而言,只有更大的價值才可以稱之為價值。為此,我們還要做很多艱苦而細緻的工作,比如共同組建建設性聯盟,探討如何將數字出版與出版機構更深入結合,制定切合實際的數字出版戰略規劃,規範商業模式和市場策略,以及進一步釐清合作夥伴等。只有這樣,我們才能進一步明確我們要什麼,能給合作夥伴帶來什麼,我們的合作能給產業帶來什麼。
從這個角度上理解,“讓合作夥伴更有價值”具有現實意義,勢必將成為未來中國數字出版產業發展的重要話題。
隨著生活水平的不斷提高,印刷廠這塊占的比例也會越來越大,因此,客戶對印刷設計的要求也會越來越高,因此在以後的印刷業肯定會越來越專業,設計與印刷必然會分離出來。專業的設計機構,專業的印刷廠以及好的售後將會構成更專業的印刷隊伍。
印刷原理
 印刷技術
印刷技術1,文字的複製
2,網點成像
3,油水不相混溶
 印刷技術
印刷技術印刷技術是通過製版、印刷、印後加工批量複製文字圖像的方法。印刷技術廣義的解釋應該是:印刷技術是印刷工藝和印刷裝備的總稱。印刷工藝和印刷裝備二者是互相依存、互相促進的整體,簡單地說,印刷工藝離不開印刷機;印刷機也離不開印刷工藝。古今中外的印刷技術,就是這樣不斷發展的。
印刷廠的技術人員,不僅要精於印刷工藝技能,而且還應掌握印刷工藝裝備(印刷機)的知識;相反,印機製造廠的技術人員,不僅精於印刷工藝裝備{印刷機}的設計與生產技能,而且還應掌握印刷工藝知識,這兩者結合得越好,印刷技術知識就越精,對新技術、新產品的開發研製就越有利。因此,應該全面理解標準術語的含義。
中國的印刷術歷史悠久,早在東漢興元年(105年)蔡倫發明紙張之前,春秋戰國時代末期已經發明了在絲織品上採用陰圖紋的鏤空版印花的孔版印刷術。隋末唐初,即公元7世紀初期又發明了雕版印刷,到了北宋時期印刷巨匠畢升採用活字印刷術(1041年),在我國印刷史上開創了紙張上活字版印刷的新紀元。在隨後的近1000年發展中,印刷術又經歷了凹版印刷、平版印刷等工藝變革。
設備維護
 印刷技術
印刷技術每一台平版印刷機上,都有125個變數需要得到控制,因此保持印刷的一致性也就成為了一個很難達到的目標。印刷機上滾筒的硬度過大可能會給你帶來以下問題:階調值的大幅度增長、不均勻的網點密度、機械性鬼影的增加、色彩控制的失敗、網點邊緣的參差不平、網點模糊、半色調圖案的顆粒化、實地色塊的印刷效果不理想。為了避免這些問題的出現,印刷機操作人員必須保證滾筒的清潔性、吸墨性和柔軟度。我可能會去閱讀一下印刷機製造商對每一個滾筒提出的硬度要求。有些製造商可能對根據滾筒的功能和它們在印刷機上的位置對它們提出不同的硬度要求,而有些製造商則可能為用戶提供一個適用於所有滾筒的硬度值。現在,你必須要為自己的印刷滾筒選擇一個恰當的硬度值,並儘量把這個數值保持下去。
在受到紫外光照射或處於高溫和易於氧化的環境下時,滾筒就會變硬。因此,最好能把滾筒儲存在一個黑暗的地方,並讓它們遠離熱源和電動馬達。
要想讓印刷機的滾筒保持柔軟,最好每周用脫鈣溶液或者是含有15%醋的熱水對它們進行一次清洗。此外,每到周末的時候,操作人員還應該用墨輥清洗劑徹底清洗滾筒,並在周一的早晨再對滾筒進行一次沖洗。如果有可能的話,儘量避免在滾筒上使用化學藥劑,而且堅決不能使用鋼墊。在理想狀況下,最好能每隔一個季度就把印刷機上的所有滾筒都卸下來進行一次手工清洗,與此同時,還要對印刷機的支架和框線進行清理。這是一項艱巨的任務,但是只要你付出了努力,就一定能夠看到污漬的消失和印刷質量的提高。
壓力調試
正確適合的印刷壓力是印刷質量的關鍵,特別是網版網點網線印刷對印刷壓力的要求高,正確的印刷壓力才能印刷出精美高質量的產品。
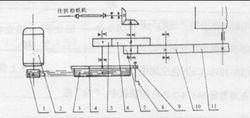 圖紙
圖紙1、勻墨裝置的壓力這個壓力帶是指勻墨輥與網紋輥之間的壓力,它的主要功能是控制水墨傳遞的大小及均勻度。兩輥之間的壓力大(間隙小),網紋輥面上的墨量相對較少,反之則墨量較多。
這一印刷壓力的大小與印刷面積的大小有關,一般而言印刷面積較大的壓力可輕些,以增加水墨量來提高墨層的厚度,鮮艷度。而印刷面積較小和較為細膩的文字圖案,其壓力則要略大一些,以減少墨量提高細小文字的清晰度,這一壓力大小的原則一般視產品的特性而定。網點印刷時,壓力相對大一些,細小文字線條壓力可略大一些,大字及大實地產品可相對小些。
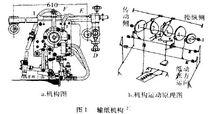
2、傳墨裝置的壓力
傳墨裝置網紋輥與印版輥之間的壓力的作用是將網紋輥上的墨均勻地傳遞給印刷版面,這一壓力的正確與否,對印刷的清晰度有很大關係。網紋輥對印版輥的壓力大,印出來的文字圖案變粗、雙影、反白、小字型模糊不清,柔版網點印刷出來會出現圖像嚴重放大,使階調層次變暗、變深、圖像清晰度差,同時壓力過大時,使印刷版耐印率下降,並容易堆墨,印刷時產生“不規則發胖”變形缺陷。壓印力過輕,網紋輥的水墨無法傳遞到印版,就不能印刷,且最佳的印刷壓力應該是網紋輥與印版圓切水平接觸。
3、壓印裝置的壓力
這個壓力是指版輥與壓印輥對紙板的印刷壓力,這個壓力的作用是印版上的墨層準確無誤地轉印到紙板上,在印刷過程中,這是最後關鍵,壓力過大,印出的柔版網點呈鋪展狀,中間色淺,四周呈深圈,對圖像層次有很大影響,文字線條版則鋪展印跡雙邊,小字型易模糊,用手觸摸有明顯的凹陷感。正確的壓力是當印刷的印刷面(凸出部分)與紙板接觸時候,網點擴大最小,字線清晰,不雙印鋪展,文字圖像全部印刷出來,無漏白現象為最佳。壓入紙板深度不超過0.3mm,同時在印刷過程中,要根據印刷的具體情況而隨時加以調節,使之保持在最佳狀態。
立體印刷
 立體印刷原理
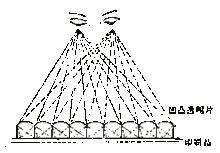
立體印刷原理在印刷領域,三維空間再現物體立體圖像的印刷——立體印刷,已成為特種印刷行業中一個重要的內容。立體印刷原理就是模擬人兩眼間距,從不同角度拍攝,將左、右像素記錄在感光材料上,觀看時,左眼看到左像素、右眼看到右像素,按照這一原理製作出的印刷品稱為立體印刷。
立體印刷具有如下特點:(1)能逼真地再現物體,具有很強的立體感。產品圖像清晰、層次豐富、形象逼真、意境深邃;
(2)立體印刷的原稿往往是造型設計或景物拍攝而成,而印刷品一般選擇為優質的銅版紙和耐高溫油墨印刷,所以光澤度好,顏色鮮艷,不易褪色;
(3)印刷產品表面覆蓋一層凹凸柱鏡狀光柵板,可以直接觀看全景畫面的立體效果。從人們對物體產生立體視覺上來說,對物體產生的立體視覺主要是從人的生理因素、經驗和心理因素等方面而來的。
實際上,立體視覺是人在視覺過程中把抗訴這些複雜因素綜合在一起而形成的立體信息。從生理因素上來說,有視差(兩眼視差和單眼運動視差)、輻輳、調節等。具體地說,兩眼視差是人們獲得立體視覺的根本因素,就是在日常生活中,人們觀察物體時由於兩眼間的視角等原因,左右兩眼所看到的物體圖像就會產生差異,即視差,它給予人們立體感。
立體圖像的效果必須由顯示技術來體現。這裡所說的立體顯示是指對圖像三維空間的立體信息進行再現,這是獲得立體視覺的又一基本條件。實現立體顯示主要有兩種方法,即兩向顯示法和多向顯示法。
(1)兩向顯示法。可分為立體鏡法、雙色濾色片法、偏光濾色鏡法及交替分割法。無論採取哪種方法,都是利用兩眼視差左右眼分別觀察圖像而獲得立體視覺的。立體鏡法:立體鏡法的基本原理是使用立體鏡來觀察左、右的圖形而形成的立體感。這種方法自19世紀出現以來一直被廣泛採用,但必須使用特殊的立體鏡,否則就沒有立體視覺。雙色濾色片法:將左、右圖像分別用紅、藍油墨印刷在同一平面內,通過紅、藍濾色片觀察印刷圖像的方法。由於濾色片與油墨互為補色關係,所以通過濾色片觀察的圖像不是紅色和藍色而是黑色。因此,這種方法僅限於黑白照片,不適於彩色印刷物。再加上不同波長的光分別進入兩眼,容易使眼疲勞。所以,這種方法除了製作航空地圖使用外,一般很少使用。
 立體印刷原理
立體印刷原理偏光濾色鏡法:將左、右圖像分別通過相互直交的偏光濾色鏡投影在同一平面上,左、右眼也用同樣的偏光濾色鏡進行觀察。這種方法雖然需要專用眼鏡,但是在立體電影和立體電視中已得到廣泛套用。交替分割法:將左、右圖像交替呈現在同一平面上並將同期不必要的部分進行遮蔽,從而產生立體感。由於殘像效果會引起閃光,遮蔽用的眼鏡價格較高,所以,這種方法至今未能普及。(2)多向顯示法。主要有視差禁止法和柱面透鏡法。視差禁止法:視差禁止法也稱視差狹縫法,是由F.E.Lves於1930年發明的,其工作原理是將左眼圖像和右眼圖像由狹縫進行分割並在軟片上曝光,然後進行顯影、曬版和印刷。若將其放置在攝影時相同的位置,兩眼也分別置於放置圖像的位置,就可看到立體圖像。套用視差狹縫法,若將兩個圖像進行合成,就能得到視差立體圖像。如果降低狹縫的開口比,可完成多個圖像的合成,就可獲得視差全景圖像。視差狹縫法從本質上講,光量的遞減是不可避免的。因此,現在除了在柱面透鏡法的攝影中使用外,一般很少使用。柱面透鏡法:柱面透鏡可以看成由許多凸透鏡片並排構成的透鏡板,它具有分像作用。此鏡片的背面與焦點平面相重合。由於鏡片的分像作用,可將各方向的圖像A、B、C、D分離成a、b、c、d並在焦點平面上記錄下來,只要將左、右兩眼置於B、C的位置,就可看到立體圖像。
工藝技術
 印刷技術
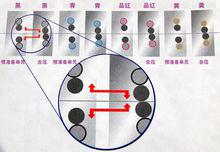
印刷技術由於立體圖像像素細膩和柱鏡光柵的放大作用,製版網線數必須在120線/cm以上。立體印刷和普通彩色印刷加網角度不同,而且青、黑色版要採用相同的網目角度。另外,不同柵距的立體印刷要有不同的黃、品紅、青、黑四塊版的網線組合角度,以避免干涉條紋的產生。如今國內外一般廠家使用的加網角度為:0.6柵距/cm,100線/cm的分色,則加網角度的度數為Y81,M36,C66,K66;0.44柵距/cm,58線/cm的分色,則加網角度的度數為Y50,M20,C65,K65;0.31柵距/cm,81線/cm的分色,則加網角度的度數為Y66,M22,C51,K51。由於立體原稿是由一條條緊密排列的像素組成的,經製版、印刷後還要複合柱鏡板,所以選擇網線角度時,除了要考慮網版之間形成的龜紋外,還要注意各網屏角度與像素線、柱鏡板線形成的龜紋。
 印刷技術
印刷技術例如立體印刷就不宜選擇0度,因為橫向的網線最明顯,且0度與像素線、柱鏡線正交,干擾了圖像的清晰度和深度感。立體印刷中青、黑版加網角度一致,是由它本身的特點決定的。由於立體印刷品最終要與塑膠板複合,而該柱鏡板大都帶有一定的灰度,又因立體印刷使用的是極精細的300線網屏,在曬版時只需曬到8.5成或9成點,否則印刷時易糊版,這樣就需加大暗調區域的色量,以達到9-9.5成點的效果。所以立體印刷比平面四色印刷的彩色印墨實地密度要高。一般為:平版膠印:Y:1-1.1,M:1.4-1.5,C:1.5-1.6;立體印刷:Y:1.33-1.35,M:1.31-1.33,C:2。如果三色印墨疊印後接近中性灰,為減少第四次套印帶來的誤差,就不必再印黑版,可將黑版與青版取同樣的角度以便靈活掌握。在小幅面連曬時,由於曝光光源的溫度會引起底片收縮,造成前後幅的柵距變化,影響印刷方位精度,因此將分色片連製成整張底片進行曬版最為理想。在拷貝陽圖時,需在底片與感光片之間密合與柵距等寬的線片。曬制印版應使用層次表現力較好的PS版。
立體印刷所選用的印刷方式要保證不因印刷而損失立體感、套印精度好、宜大量印刷。
平版膠印:製版、印刷套印精度、耐印力都比較好,印品立體感較佳,製版穩定,並可大量生產;
照相凹版:製版、印刷套印精度都不好,耐印力較好,印品立體效果良好,但多色印刷效果不好;
珂羅版:製版調製不穩定,耐印力低,印品的印刷精度較好,立體感較佳,但不宜大量生產。
立體印刷一般採用平版膠印工藝印刷。立體印刷的質量好壞,對立體圖片的直觀效果有著明顯的影響。由於光柵的聚焦和阻礙作用,要求網線清晰、套印準確,套色誤差不允許超過0.02mm,要求印墨光潔不褪色。採用高精度的四色印刷機印刷,規矩線要嚴格會合,並且車間要具備恆溫、恆濕條件。就上述條件比較,立體照片通常採用膠印製版方法。所拍攝的立體圖像底片,用電子分色或直接加網照相工藝進行分色。
技術分類
到現代有各種各樣的印刷技術;歸納有如直接印刷;凹版印刷、凸版印刷、活版印刷、網版印刷、烙燙印刷等,還有間接印刷;平版印刷(柯式印刷)、柔版印刷、雷射印刷、影印、複印等等。
套用領域
在電子工程領域所套用的高精細制模工藝方法,在實際的生產業領域大多是採用照相平版製法。
商品化的電子工程部件和光學部件的最小線寬,從批量生產的加工方法看,光掩膜的模型因為是納米級水平,必須採用照相平版制板工藝,但10μ以上線寬的顯像管障板和印刷電路板的模型,目前也是採用照相平版工藝進行批量生產。其理由是這種方法的可靠性高。
儘管這么認為,由於電子工程領域,光學部件領域的套用已普及,加上要求加工方法進一步降低成本,正在探討採取印刷、噴墨、電子照相等其它的工藝方法來取代。
印刷方式
將文字和圖像印到紙上或薄膜上的印刷方式,根據版面上的形狀不同分為凸版、平版、凹版、孔版,視用途區別使用。這些常見的一般印刷技術一直在進化,從仿真轉向數碼,進而與網路連線而改貌。
這裡姑且集中就高精細印刷技術的實力及其在電子工程上套用的觀點,來分析一下膠版印刷(平版),網版印刷(孔版)的現況。大體上可以認為油墨粘度比較高,再現膜厚比較薄的情況,其細線再現性似乎要好些。
作為最大眾化的膠印例子,海外將周刊雜誌的彩色封面曾有過用700線印刷的事例。通常是用175線來印的,突然決定用700線印刷,細微部位的表現力當然會提高。肉眼看不清的圖像,通過放大鏡看,能夠清楚地辨認圖像。因為是網點,儘管細線寬難於表現出來,但還是可以顯現出20μ的程度。不過,這只是說明印刷的圖像。說到電子工程套用的模型再現,要求嚴格得多。這主要是因為油墨膜厚不足的關係。
此外,作為凹版印刷的範例,為了股票、有價證券等的防偽而印上的細微文字、細微底紋,若用放大鏡來看一下這部份的圖像,大概可見到10~20μ細線的再現。一般地說,凹版印刷與膠版印刷相比,因可以加強油墨膜厚,故對電子工程的套用是有利的。
利用凹版膠印印製LCD瀘色鏡
這裡介紹一下利用凹版膠印印製LCD瀘色鏡的例子。對凹版給墨, 轉印到矽橡皮布上後, 將其全量移到玻璃底版上的印製方法。曾經在批量生產當時,依照設計尺寸,印製過線寬為4 0 ~ 5 0 μ的瀘色鏡投入市場。但是, 留下的課題是模型表面的平坦性。
作為改進平坦性的方法,已經開發出翻轉印刷法。這是先把油墨直接塗布到橡皮布上,用陰圖凸版除去不要的部份,最後依次轉印到素淨的玻璃版上。模型的的平坦性完全取決於塗布在橡皮布上的油墨層保持均勻和平滑性。因此可以說,這個方法與凹版膠印法相比,其著眼點在於平坦性的控制容易做到。
市場分析
全球三大印刷市場
全球印刷市場分為三大塊:美國、歐洲和亞洲各占全球印刷市場的三分之一。中國印刷工業總產值在2006年已躍升至世界第三位。
全球印刷市場總值為6100億美元,北美占32%,歐洲占32%,亞洲占28%,其他地區占8%。然而,到2011年,全球印刷市場將“東移”:北美將占28%,歐洲將占31%,亞洲占30%,其他地區占11%,全球印刷市場總產值將達7200億美元。
歐洲印刷市場有兩個相反的趨勢:東歐印刷市場在未來5年的增長率高達51%,而西歐則只有12%。
從2006年~2011年全球前12大印刷市場的圖表來看,中國已經取代德國和英國成為第三大印刷市場。然而,到2011年,印度將從第12位躍至第8位。另一個顯著增長的市場是印度尼西亞,2011年總印量將達100億美元。
