
由來
 鋸割前選用合適的鋸條
鋸割前選用合適的鋸條工具組成
手鋸由鋸弓和鋸條兩部分組成。
鋸弓
鋸弓是用來夾持和拉緊鋸條的工具。有固定式和可調式兩種。固定式鋸弓的弓架是整體的,只能裝一種長度規格的鋸條。可調式鋸弓的弓架分成前後前段,由於前段在後段套內可以伸宿,因此可以安裝幾種長度規格的鋸條,故廣泛使用的是可調式。
鋸條
 手工鋸及其鋸割
手工鋸及其鋸割鋸條是用碳素工具鋼(如T10或T12)或合金工具鋼,並經熱處理製成。
鋸條的規格以鋸條兩端安裝孔間的距離來表示(長度有150~400mm)。常用的鋸條是長399mm、寬12mm、厚0.8mm。
鋸條的切削部分由許多鋸齒組成,每個齒相當於一把鏨子起切割作用。常用鋸條的前角γ為0、后角α為40~50°、楔角β為45~50°。
鋸條的鋸齒按一定形狀左右錯開,排列成一定形狀稱為鋸路。鋸路有交叉、波浪等不同排列形狀。鋸路的作用是使鋸縮寬度大於鋸條背部的厚度,防止鋸割時鋸條卡在鋸縫中,並減少鋸條與鋸縫的摩擦阻力,使排屑順利,鋸割省力。
鋸齒的粗細是按鋸條上每25mm長度內齒數表示的。14~18齒為粗齒,24齒為中齒齒為細齒。鋸齒的粗細也可按齒距t的大小來劃分:粗齒的齒距t=1.6mm,中齒的齒距t=1.2mm,細齒的齒距t=0.8mm。
(2)鋸條粗細的選擇
鋸條的粗細應根據加工材料的硬度、厚薄來選擇。
鋸割軟的材料(如銅、鋁合金等)或厚材料時,應選用粗齒鋸條,因為鋸屑較多,要求較大的容屑空間。
鋸割硬材料(如合金鋼等)或薄板、薄管時、應選用細齒鋸條,因為材料硬,鋸齒不易切人,鋸屑量少,不需要大的容屑空間;鋸薄材料時,鋸齒易被工件勾住而崩斷,需要同時工作的齒數多,使鋸齒承受的力量減少。
鋸割中等硬度材料(如普通鋼、鑄鐵等)和中等硬度的工件時,一般選用中齒鋸條。
安裝
手鋸是向前推時進行切割,在向後返回時不起切削作用,因此安裝鋸條時應鋸齒向前;鋸條的鬆緊要適當,太緊失去了應有的彈性,鋸條容易崩斷;太松會使鋸條扭曲,鋸縫歪斜,鋸條也容易崩斷。
操作
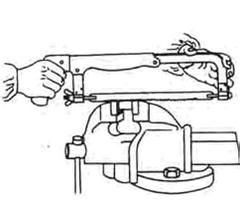
工件夾持
工件的夾持要牢固,不可有抖動,以防鋸割時工件移動而使鋸條折斷。同時也要防止夾壞已加工表面和工件變形。
工件儘可能夾持在虎鉗的左面,以方便操作;鋸割線應與鉗口垂直,以防鋸斜;鋸割線離鉗口不應太遠,以防鋸割時產生抖動。
起鋸
起鋸的方式有遠邊起鋸和近邊起鋸兩種,一般情況採用遠邊起鋸。因為此時鋸齒是逐步切入材料,不易卡住,起鋸比較方便。起鋸角α以15°左右為宜。為了起鋸的位置正確和平穩,可用左手大拇指擋住鋸條來定位。起鋸時壓力要小,往返行程要短,速度要慢,這樣可使起鋸平穩。
正常鋸割
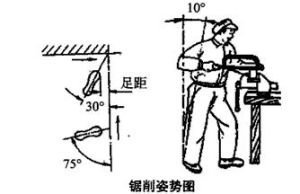 鉗工鋸割姿勢
鉗工鋸割姿勢推鋸時鋸弓運動方式有兩種:一種是直線運動,適用於鋸縫底面要求平直的槽和薄壁工件的鋸割;另一種鋸弓上下擺動,這樣操作自然,兩手不易疲勞。
鋸割到材料快斷時,用力要輕,以防碰傷手臂或拆斷鋸條。
鋸割示例
鋸割圓鋼時,為了得到整齊的鋸縫,應從起鋸開始以一個方向鋸以結束。如果對斷面要求不高,可逐漸變更起鋸方向,以減少抗力,便於切入。
鋸割圓管時,一般把圓管水平地夾持在虎鉗內,對於薄管或精加工過的管子,應夾在木墊之間。鋸割管子不宜從一個方向鋸到底,應該鋸到管子內壁時停止,然後把管子向推鋸方向鏇轉一些,仍按原有鋸縫鋸下去,這樣不斷轉據,到鋸斷為止。
鋸割薄板時,為了防止工件產生振動和變形,可用木板夾住薄板兩側進行鋸割。
作用
 鋸割
鋸割鋸割工作範圍包括:
(1)分割各種材料及半用品;
(2)鋸掉工件上多餘分
(3)在工件上鋸槽。
注意事項
1.鋸割前要檢查鋸條的裝夾方向和鬆緊程度;
2.鋸割時壓力不可過大,速度不宜過快,以免鋸條折斷傷人;
3.鋸割將完成時,用力不可太大,並需用左手扶住被鋸下的部分,以免該部分落下時砸腳。
古代刑犯遭遇的十七種酷刑
| 中國古代的酷刑是殘忍的。殘忍到暫且的生不如死,這可能是對生者的警示。由下面收集到的十七種酷刑,不難看出它的“殘”與“忍”。 |

















