
組成性質
棉纖維的主要成份是纖維素,纖維素是天然高分子化合物,纖維素的化學結構式由α葡萄糖為基本結構單元重複構成,其元素組成為碳44.44%、氫6.17%、氧49.39%。棉纖維的聚合度在6000~11000間。此外,棉纖維還附有5%左右的其他物質,稱為伴生物,伴生物對紡紗工藝與漂練、印染加工均有影響。棉纖維的表面含有脂蠟質,俗稱棉蠟,棉蠟對棉纖維具有保護作用,是棉纖維具有良好紡紗性能的原因之一,但在高溫時,棉蠟容易熔融。所以棉布容易繞羅拉、繞膠輥。經脫脂處理,原棉吸濕性增加,吸水能力可達本身重量的23~24倍。
長度
棉纖維的長度主要取決於棉花的品種、生長條件和初加工。通常細絨棉的手扯長度平均為23~33mm,長絨棉為33~45mm。棉纖維的長度與紡紗工藝及紗線的質量關係十分密切。一般長度越長、長度整齊度越高、短絨越少,可紡的紗越細、條幹越均勻、強度越高,且表面光潔、毛羽少;棉纖維長度越短,紡出紗的極限線密度越高。各種長度棉纖維的紡紗線密度一般都有一個極限值。
棉纖維長度是指纖維伸直時兩端間的距離,是棉纖維的重要物理性質之一。棉纖維的長度主要由棉花品種、生長條件、初加工等因素決定。棉纖維長度與成紗質量和紡紗工藝關係密切。棉纖維長度長,整齊度好,短絨少,則成紗強力高,條幹均勻,紗線表面光潔,毛羽少。
 棉纖維化學、物理性質
棉纖維化學、物理性質棉纖維的長度是不均勻的,一般用主體長度、品質長
度、均勻度、短絨率等指標來表示棉纖維的長度及分布。主體長度是指棉纖維中含量最多的纖維的長度。品質長度是指比主體長度長的那部分纖維的平均長度,它在紡紗工藝中,用來確定羅拉隔距。短絨率是指長度短於某一長度界限的纖維重量占纖維總量的百分率。一般當短絨率超過15%時,成紗強力和條幹會明顯變差。此外,還有手扯長度、跨距長度等長度指標。
線密度
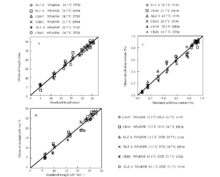 不同日均溫、土壤水量下不同品種棉纖維長度
不同日均溫、土壤水量下不同品種棉纖維長度棉纖維的線密度是指纖維的粗細程度,是棉纖維的重要品質指標之一,它與棉纖維的成熟程度、強力大小密切相關。棉纖維線密度還是決定紡紗特數與成紗品質的主
要因素之一,並與織物手感、光澤等有關。纖維較細,則成紗強力高,紗線條幹好,可紡較細的紗。
成熟度
棉纖維的成熟度是指纖維細胞壁的加厚程度,即棉纖維生長成熟的程度,它與纖維的各項物理性能密切相關。正常成熟的棉纖維,截面粗、強度高、轉曲多、彈性好、有絲光、纖維間抱合力大、成紗強力也高。所以,可以將成熟度看成棉纖維內在質量的一個綜合性指標。
棉纖維的成熟度差異很大,即使正常吐絮後採摘的同一批棉花中,也會含成熟的與不成熟的纖維。通常講的纖維成熟度,是指一批原棉的平均成熟度。
棉纖維成熟度的高低與紡紗工藝、成品質量關係十分密切,一般來說:
⑴成熟度高的棉纖維能經受打擊,易清除雜質,不易產生棉結與索絲。
⑵成熟度高的棉纖維吸濕較低,彈性較好,加捻效率較低。
⑶成熟度高的棉纖維在加工過程中飛花和落棉少,成品製成率高。
⑷成熟度中等的棉纖維,由於纖維較細,因而成紗強度高;成熟度過低的棉纖維成紗強度不高;成熟度過高的棉纖維偏粗,成紗強度亦低,但成熟度高的棉纖維在加工成織物後,耐磨性較好。
⑸成熟度高的棉纖維吸色性好,織物染色均勻。薄壁纖維吸色性差,容易在深色織物上顯現白星,影響外觀。
成熟度用成熟度係數表示,是指棉纖維中段截面恢復成圓形後相應於雙層壁厚與外徑之比的標定值。實際檢驗時採用中腔胞壁比值法測定,即用可見中腔寬對可見一側壁厚的比值來確定。
正常成熟陸地棉的成熟度係數一般在1.5~2.0,低級棉的成熟度係數在1.4以下。從紡紗工藝與成紗品質來考慮,成熟度係數在1.7~1.8時較為理想。海島棉的成熟度係數較陸地棉高,通常都在2.0左右。如果種植海島棉的地區氣溫偏低,則海島棉的成熟度係數將顯著降低,成熟不良。
強度和彈性
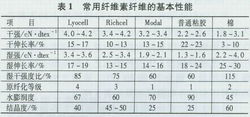 常用纖維的基本性能
常用纖維的基本性能棉纖維的強度是纖維具有紡紗性能和使用價值的必要條件之一,纖維強度高,則成紗強度也高。棉纖維的強度常採用斷裂強力和斷裂長度表示。細絨棉的
強力為3.5~4.5cN,斷裂長度為21~25km;長絨棉的強力為4~6cN,斷裂長度為30km.由於單根棉纖維的強力差異較大,所以一般測定棉束纖維強力,然後再換算成單纖維的強度指標。棉纖維的斷裂伸長率為3%~7%,彈性較差。
吸濕性
棉纖維是多孔性物質,且其纖維素大分子上存在許多親水性基團(—OH),所以其吸濕性較好,一般大氣條件下,棉纖維的回潮率可達8.5%左右。
耐酸鹼性
棉纖維耐無機酸能力弱。棉纖維對鹼的抵抗能力較大,但會引起橫向膨化。可利用稀鹼溶液對棉布進行“絲光”。
此外,棉纖維中還夾著雜質和疵點,雜質有泥沙、樹葉、鈴殼等,疵點有棉結、索絲等。它們即影響紡織的用棉量,也影響加工和紗部質量,所以必須進行檢驗,嚴格控制。
化學穩定性
由於棉纖維的主要組成物質是纖維素,所以它較耐鹼而不耐酸。燒鹼可使棉纖維劇烈膨化,直徑變大,長度縮短,以致引起棉製品的強烈收縮。此時,若施加張力,限制其收縮,棉製品表面會變得平整光亮且大大改善染色性能,此加工稱為絲光;若不加張力任其收縮,稱為鹼縮。針織物經鹼縮後會變得緊密而富有彈性,而且保形性好。酸能使棉纖維強度變差,尤其是強酸濃酸應忌用,它可溶於70%以上濃硫酸中,濃鹽酸、濃硝酸對其強度也有嚴重影響。
天然捲曲
在顯微鏡中觀察成熟的棉纖維時,可以看到在扁平的帶狀纖維上有許多螺鏇形的扭曲,這種扭曲是棉纖維在生長過程中自然形成的,稱為“天然轉曲”。天然轉曲是棉纖維的形態特徵,可用天然轉曲這一特點將棉與其他纖維區別開。天然轉曲一般以單位長度(1cm)中扭轉180度的個數表示。
一根棉纖維上的轉曲數有多有少,一般成熟正常的棉纖維轉曲最多,薄壁纖維轉曲很少,過成熟纖維外觀呈棒狀,轉曲也少。不同品種的棉花,轉曲數也有差異,一般長絨棉的轉曲多,細絨棉的轉曲少。細絨棉的轉曲數約為39~65個/cm。棉纖維的轉曲方向可沿纖維長度不斷改變,有時左鏇,有時右鏇,稱為轉曲的反向,反向數約為10~17次/cm。天然轉曲使棉纖維具有良好的抱合性能與可紡性能,天然轉曲越多的棉纖維品質越好。
轉曲的形成是由於棉纖維生長發育過程中微原纖沿纖維軸向呈螺鏇形排列的結果。棉鈴開裂前,纖維內含有較多水分,纖維不出現轉曲;只有當棉纖維乾涸以後,螺鏇排列的微原纖才會由於內應力的作用形成轉曲。煮沸以後的棉纖維內部固有的結構決定了轉曲的數目、方向和位置。棉纖維的轉曲較多時,纖維間的抱合作用大,在加工中不易產生破棉網、破卷等現象,有利於纖維的紡紗工藝與成品質量,但轉曲反向次數過多會使棉纖維的強度下降。單位長度中反向次數多的棉纖維強度較低,反向次數少的棉纖維強度較高。
特點
 不同品種不同播期棉纖維長度的變化
不同品種不同播期棉纖維長度的變化棉型織物是指以棉紗或棉與棉型化纖混紡紗線織
成的織品。它具有以下特點:
⒈吸濕性強,縮水率較大,約為4~10%
⒉耐鹼不耐酸。棉布對無機酸極不穩定,即使很稀的硫酸也會使其受到破壞,但有機酸作用微弱,幾乎不起破壞作用。棉布較耐鹼,一般稀鹼在常溫下對棉布不發生作用,但強鹼作用下,棉布強度會下降。常利用20%的燒鹼液處理棉布,可得到“絲光”棉布。
⒊耐光性、耐熱性一般。在陽光與大氣中棉布會緩慢的被氧化,使強力下降。長期高溫作用會使棉布遭受破壞,但其耐受125~150℃短暫高溫處理。
⒋微生物對棉織物有破壞作用,表現在不耐黴菌。
 棉纖維
棉纖維⒌衛生性:棉纖維是天然纖維,其主要成分是纖維素,還有少量的蠟狀物質和含氮物與果膠質。純棉織物經多方面查驗和實踐,織品與肌
膚接觸無任何刺激,無負作用,久穿對人體有益無害,衛生性能良好。
品種
純棉織物由純棉紗線織成,織物品種繁多,花色各異。它可按染色方式分為原色棉布、染色棉布、印花棉布、色織棉布;也可以按織物組織結構分為平紋布、斜紋布、鍛紋布。
原色棉布
沒有經過漂白、印染加工處理而具有天然棉纖維的色澤的棉布稱為原色棉布。它可根據紗支的粗細分為市布、粗布、細布,它們的特點是:布身厚實、布面平整、結實耐用,縮水率較大。可用做被單布、坯輔料或襯衫衣料。
府綢
 經過特殊處理的棉纖維
經過特殊處理的棉纖維府綢是棉布的主要品種,兼有絲綢風格。其質地細而富有光澤,布身柔軟爽滑,穿著挺括舒適,用平紋組織織成。府綢組織結構上的特點是:經紗密度比緯紗密度大一倍左右,布身上經紗露出面積多於緯紗,其凸起部分在布面外觀形成明顯的菱形顆粒,加之其所用紗支質量較高,因此布面紋路清晰、顆粒飽滿、光潔緊密。但府綢面料有一大缺點,即用其縫製的服裝易出現縱向裂紋,這
是因為府綢經、緯密度相差太大,經、緯紗間強度不平衡,造成經向強度大於緯向強度近一倍的結果。
毛藍布
一般的坯布在染色前都要經過燒毛處理,使布面平整、光潔,而毛藍布則不然,在染色前無需燒毛,染色後布面保留一層絨毛,故稱“毛”藍布。毛藍布一般以靘藍染料染色,染色牢度較好,色澤大方,並有越洗越艷之感。其規格有多種:毛藍粗布、毛藍細布等。一般適合作外衣,遍銷城鄉各地。
染印布
這類布由各類白坯布經印染、漂白而成。根據不同色彩分為素色布、漂白布、印花布。
素色布:指單一顏色的棉織物,一般經絲光處理後匹染。
漂白布:由原色坯布經過漂白處理而得到的潔白外觀的棉織物,它又可分為絲光布和本光布兩種。絲光布表面平整光澤好,手感滑爽;本光布表面光澤暗淡,手感粗糙。漂白布一般用來製作內衣、床單等。
印花布:由紗支較低的白坯布經印花加工而成,有絲光和本光兩類。這類布根據印花方式不同,其外觀效果也不同,多為正面色澤鮮艷,反面較暗淡。適合製作婦女、兒童服裝。
工藝流程
純棉織物染整工藝流程的選擇,主要是根據織物的品種、規格、成品要求等,可分為練漂、染色、印花、整理等。
棉纖維染色配方:活性染料(高溫型)X%;無水硫酸鈉50—70a/1;磷酸三鈉l~2g/1。
操作要求:在上述染浴中,加入預先溶化好的活性染料及助劑,調節pH=9,升溫至70℃保溫染色30分鐘,加入碳酸鈉,使pH=11.5,固色處理30分鐘,冷洗、熱洗、皂洗、水洗、脫水、烘乾。
附:
純棉織物染整工藝流程
純棉織物染整工藝流程的選擇,主要是根據織物的品種、規格、成品要求等,可分為練漂、染色、印花、整理等。
1.練漂天然纖維都含有雜質,在紡織加工過程中又加入了各漿料、油劑和沾染的污物等,這些雜質的存在,既妨礙染整加工的順利進行,也影響織物的服用性能。練漂的目的是套用化學和物理機械作用,除去織物上的雜質,使織物潔白、柔軟,具有良好的滲透性能,以滿足服用要求,並為染色、印花、整理提供合格的半制品。
1)純棉織物練漂加工的主要過程有:原布準備、燒毛、退漿、煮練、漂白、絲光。1)原布準備:原布準備包括原布檢驗、翻布(分批、分箱、列印)和縫頭。原布檢驗的目的是檢查坯布質量,發現問題能及時加以解決。檢驗內容包括物理指標和外觀疵點兩項。前者包括原布的長度、幅度、重量、經緯紗線密度和密度、強力等,後者如紡疵、織疵、各種班漬及破損等。通常抽查總量的10%左右。原布檢驗後,必須將原布分批、分箱,並在布頭上列印,標明品種、加工工藝、批號、箱號、發布日期和翻布人代號,以便於管理。為了確保連續成批的加工,必須將原布加以縫接。
2)燒毛:燒毛的目的在於燒去布面上的絨毛,使布面光潔美觀,並防止在染色、印花時因絨毛存在而產生染色不勻及印花疵病。織物燒毛是將織物平幅快速通過高溫火焰,或擦過赤熱的金屬表面,這時布面上存在的絨毛很快升溫,並發生燃燒,而布身比較緊密,升溫較慢,在未升到著火點時,即已離開了火焰或赤熱的金屬表面,從而達到燒去絨毛,又不操作織物的目的。
棉纖維
3)退漿:紡織廠為了順利的織布,往往對經紗上漿以提高強力和耐磨性。坯布上的漿料即影響織物的吸水性能,還影響染整產品的質量,且會增加染化藥品的消耗,故在煮練前應先去除漿料,這個過程叫退漿。棉織物上的漿料可採用鹼退漿、酶退漿、酸退漿和氧化劑退漿等方法,將其從織物上退除。鹼退漿使漿料膨化,與纖維粘著力下降,經水洗從織物上退除。酶、酸、氧化劑使澱粉降解,在水中溶解度增大,經水洗退除。由於酸、氧化劑對棉纖損傷大,很少單獨使用,常與酶退漿、鹼退漿聯合使用。
4)煮練:棉纖維生長時,有天然雜質(果膠質、蠟狀物質、含氮物質等)一起伴生。棉織物經退漿後,大部分漿料及部分天然雜質已被去除,但還有少量的漿料以及大部分天然雜質還殘留在織物上。這些雜質的存在,使綿織布的布面較黃,滲透性差。同時,由於有棉籽殼的存在,大大影響了棉布的外觀質量。故需要將織物在高溫的濃鹼液中進行較長時間的煮練,以去除殘留雜質。煮練是利用燒鹼和其他煮練助劑與果膠質、蠟狀物質、含氮物質、棉籽殼發生化學降解反應或乳化作用、膨化作用等,經水洗後使雜質從織物上退除。
棉纖維
5)漂白:棉織物經煮練後,由於纖維上還有天然色素存在,其外觀不夠潔白,用以染色或印花,會影響色澤的鮮艷度。漂白的目的就在於去除色素,賦於織物必要的和穩定的白度,而纖維本身則不受顯著的損傷。棉織物常用的漂白方法有次氮酸鈉法、雙氧水法和亞氯酸鈉法。次氯酸鈉漂白的漂液PH值為10左右,在常溫下進行,設備簡單,操作方便、成本低,但對織物強度損傷大,白度較低。雙氧水漂白的漂液PH值為10,在高溫下進行漂白,漂白織物白度高而穩定,手感好,還能去除漿料及天然雜質。缺點是對設備要求高,成本較高。在適當條件下,與燒鹼聯合,能使退漿、煮練、漂白一次完成。亞氯酸鈉漂白的漂液PH值為4~4.5,在高溫下進行,具有白度好,對纖維損傷小的優點,但漂白時易產生有毒氣體,污染環境,腐蝕設備,設備需要特殊的金屬材料製成,故在套用上受到一定限制。次氯酸鈉和亞氯酸鈉漂白後都要進行脫氯,以防織物在存在過程中因殘氯存在而受損。
6)絲光:絲光是指棉織物在室溫或低溫下,在經緯方向上都受到張力的情況下,用濃的燒鹼溶液處理,以改善織物性能的加工過程。棉織物經過絲光後,由於纖維膨化,纖維縱向天然扭轉消失,橫截面成橢圓形,對光的反向更有規律,因而增進了光澤。纖維無形定區的增加,使染色時染料的上染率增加。取向度的提高,使織物強力增加,同時還有定形作用。絲光後,一定要採用沖吸去鹼或蒸箱去鹼,或平洗地去鹼等方法充分去鹼,直至織物呈中性。
2.染色染色是借染料與纖維發生物理或化學的結合,或用化學方法在纖維上生成顏料,使整個紡織品具有一定色澤的加工過程。染色是在一定溫度、時間、PH值和所需染色助劑等條件下進行的。染色產品應色澤均勻,還需要具有良好的染色牢度。織物的染色方法主要分浸染和軋染。浸染是將織物浸漬於染液中,而使染料逐漸上染織物的方法。它適用於小批量多品種染色。繩狀染色、卷染都屬於此範疇。軋染是先把織物浸漬於染液中,然後使織物通過軋輥,把染液均勻軋入織物內部,再經汽蒸或熱熔等處理的染色方法。它適用於大批量織物的染色。
練漂
天然纖維都含有雜質,在紡織加工過程中又加入了各漿料、油劑和沾染的污物等,這些雜質的存在,既妨礙染整加工的順利進行,也影響織物的服用性能。練漂的目的是套用化學和物理機械作用,除去織物上的雜質,使織物潔白、柔軟,具有良好的滲透性能,以滿足服用要求,並為染色、印花、整理提供合格的半制品。
純棉織物練漂加工的主要過程有:原布準備、燒毛、退漿、煮練、漂白、絲光。
原布準備
 棉纖維表面微觀結構
棉纖維表面微觀結構原布準備包括原布檢驗、翻布(分批、分箱、列印)和縫頭。原布檢驗的目的是檢查坯布質量,發現問題能及時加以解決。檢驗內容包括物理指標
和外觀疵點兩項。前者包括原布的長度、幅度、重量、經緯紗線密度和密度、強力等,後者如紡疵、織疵、各種班漬及破損等。通常抽查總量的10%左右。原布檢驗後,必須將原布分批、分箱,並在布頭上列印,標明品種、加工工藝、批號、箱號、發布日期和翻布人代號,以便於管理。為了確保連續成批的加工,必須將原布加以縫接。
燒毛
燒毛的目的在於燒去布面上的絨毛,使布面光潔美觀,並防止在染色、印花時因絨毛存在而產生染色不勻及印花疵病。織物燒毛是將織物平幅快速通過高溫火焰,或擦過赤熱的金屬表面,這時布面上存在的絨毛很快升溫,並發生燃燒,而布身比較緊密,升溫較慢,在未升到著火點時,即已離開了火焰或赤熱的金屬表面,從而達到燒去絨毛,又不操作織物的目的。
退漿
紡織廠為了順利的織布,往往對經紗上漿以提高強力和耐磨性。坯布上的漿料即影響織物的吸水性能,還影響染整產品的質量,且會增加染化藥品的消耗,故在煮練前應先去除漿料,這個過程叫退漿。棉織物上的漿料可採用鹼退漿、酶退漿、酸退漿和氧化劑退漿等方法,將其從織物上退除。鹼退漿使漿料膨化,與纖維粘著力下降,經水洗從織物上退除。酶、酸、氧化劑使澱粉降解,在水中溶解度增大,經水洗退除。由於酸、氧化劑對棉纖損傷大,很少單獨使用,常與酶退漿、鹼退漿聯合使用。
煮練
棉纖維生長時,有天然雜質(果膠質、蠟狀物質、含氮物質等)一起伴生。棉織物經退漿後,大部分漿料及部分天然雜質已被去除,但還有少量的漿料以及大部分天然雜質還殘留在織物上。這些雜質的存在,使綿織布的布面較黃,滲透性差。同時,由於有棉籽殼的存在,大大影響了棉布的外觀質量。故需要將織物在高溫的濃鹼液中進行較長時間的煮練,以去除殘留雜質。煮練是利用燒鹼和其他煮練助劑與果膠質、蠟狀物質、含氮物質、棉籽殼發生化學降解反應或乳化作用、膨化作用等,經水洗後使雜質從織物上退除。
漂白
 70%的各色精切麻和30%的棉纖維混紡
70%的各色精切麻和30%的棉纖維混紡棉織物經煮練後,由於纖維上還有天然色素存在,其外觀不夠潔白,用
以染色或印花,會影響色澤的鮮艷度。漂白的目的就在於去除色素,賦於織物必要的和穩定的白度,而纖維本身則不受顯著的損傷。棉織物常用的漂白方法有次氮酸鈉法、雙氧水法和亞氯酸鈉法。次氯酸鈉漂白的漂液PH值為10左右,在常溫下進行,設備簡單,操作方便、成本低,但對織物強度損傷大,白度較低。雙氧水漂白的漂液PH值為10,在高溫下進行漂白,漂白織物白度高而穩定,手感好,還能去除漿料及天然雜質。缺點是對設備要求高,成本較高。在適當條件下,與燒鹼聯合,能使退漿、煮練、漂白一次完成。亞氯酸鈉漂白的漂液PH值為4~4.5,在高溫下進行,具有白度好,對纖維損傷小的優點,但漂白時易產生有毒氣體,污染環境,腐蝕設備,設備需要特殊的金屬材料製成,故在套用上受到一定限制。次氯酸鈉和亞氯酸鈉漂白後都要進行脫氯,以防織物在存在過程中因殘氯存在而受損。
絲光
絲光是指棉織物在室溫或低溫下,在經緯方向上都受到張力的情況下,用濃的燒鹼溶液處理,以改善織物性能的加工過程。棉織物經過絲光後,由於纖維膨化,纖維縱向天然扭轉消失,橫截面成橢圓形,對光的反向更有規律,因而增進了光澤。纖維無形定區的增加,使染色時染料的上染率增加。取向度的提高,使織物強力增加,同時還有定形作用。絲光後,一定要採用沖吸去鹼或蒸箱去鹼,或平洗地去鹼等方法充分去鹼,直至織物呈中性。
染色
 棉纖維氣流儀
棉纖維氣流儀染色是借染料與纖維發生物理或化學的結合
,或用化學方法在纖維上生成顏料,使整個紡織品具有一定色澤的加工過程。染色是在一定溫度、時間、PH值和所需染色助劑等條件下進行的。染色產品應色澤均勻,還需要具有良好的染色牢度。織物的染色方法主要分浸染和軋染。浸染是將織物浸漬於染液中,而使染料逐漸上染織物的方法。它適用於小批量多品種染色。繩狀染色、卷染都屬於此範疇。軋染是先把織物浸漬於染液中,然後使織物通過軋輥,把染液均勻軋入織物內部,再經汽蒸或熱熔等處理的染色方法。它適用於大批量織物的染色。
鑑別
由於市場上銷售的一些紡織品和服裝生產廠家對面料成分名稱和含量標註不規範,致使不法商人乘機以次充好,以假充真,欺騙消費者。為了幫助消費者準確辨認服裝面料的主要真實成分,現介紹一個簡易的鑑別方法,鑑別服裝面料成分的簡易方法是燃燒法。做法是在服裝的縫邊處抽下一縷包含經紗和緯紗的布紗,用火將其點燃,觀察燃燒火焰的狀態,聞布紗燃燒後發出的氣味,看燃燒後的剩餘物,從而判斷與服裝耐久性標籤上標註的面料成分是否相符,以辨別面料成分的真偽。 ;
棉纖維與麻纖維都是剛近火焰即燃,燃燒迅速,火焰呈黃色,冒藍煙。二者在燃燒散發的氣味及燒後灰燼的區別是,棉燃燒發出紙氣味,麻燃燒發出草木灰氣味;燃燒後,棉有極少粉末灰燼,呈黑或灰色,麻則產生少量灰白色粉末灰燼。
