
介紹
整備鋼錠模、保溫帽、底板及鑄錠車(或鑄坑)等,使之達到用於澆鑄鋼錠所需技術條件的工藝操作。是鑄錠的重要前工序之一。採用坑鑄法的鋼廠,整模作業在澆注跨間進行,採用車鑄法的鋼廠,鋼錠模的冷卻、清掃、塗刷,保溫帽的清理、組裝等均在單獨的整模跨間進行。
鋼錠模、保溫帽準備
新鋼錠模使用前應烘烤至80~100℃以上,周轉鋼錠模在脫錠後送至冷卻線噴水冷卻或放在冷卻台上空冷至100~200℃,開始檢查、清掃、必須將粘附於模口,內壁的殘鋼、殘渣、氧化鐵皮清除乾淨。大型鋼錠模一般使用專用的掃模機。常用的一種掃模機是藉助於與模子內腔斷面相適應的鋼絲刷上下移動,清掃模子內壁;另一種是由一個伸向模內上下移動並以一定速度旋轉的吊桿帶動一束鐵鏈,藉助於高速旋轉甩動的鐵鏈對模壁的衝擊清掃模子內壁。
小型鋼錠模一般採用人工清掃。清掃後向模子內壁噴塗塗料,噴塗時模子溫度應為80~150℃;鋼錠模塗料分為有機塗料和無機塗料兩種。使用時,製成懸浮液用噴塗機使之霧化均勻噴塗。澆注沸騰鋼鋼錠一般用石墨粉基塗料。澆注鎮靜鋼鋼錠可根據鋼種需要選用不同塗料。保溫帽分為多次使用的磚砌襯帽、一次使用的掛絕熱板襯和整體磚帽。新的磚砌襯保溫帽使用前必須烘烤乾燥至鐵殼不冒氣為止。周轉帽空冷至可作業溫度,先將表面殘餘泥層清除,重新塗抹一層粘土火泥,並烘烤乾燥;周轉的掛絕熱板帽,脫帽後空冷,並清除殘板和凝鋼。
底板準備及列模
新底板使用前應烘烤至80℃以上,周轉底板應首先清除殘鋼廢料,吹掃乾淨。上注底板先向工作面噴塗底板塗料,再排放鋼錠模,然後向鋼錠模內放置鋼板、鐵屑等以緩衝鋼流對底板沖蝕;必要時放上防濺筒。防濺筒一般用薄鋼板焊成,其斷面尺寸稍小於模子內腔斷面尺寸,高度可為模子高度1/2~1/3。周轉下注底板在清除廢物以後開始下磚,先放置中心座磚,依次放置流鋼磚、末端磚、中注管磚,最後放中注管及漏斗磚並在中注管磚與中注管之間填充乾燥河砂。
中心座磚以火泥墊平,流鋼磚墊乾沙,磚的上表面不得超出底板工作面,安放平整,接口密合,末端磚用楔磚固緊。上大下小的鋼錠模需要放下水口。磚的側面與底板槽溝之間填乾沙並用火泥抹平,最後將整個流鋼系統和底板工作面吹掃乾淨。整模的最後一道工序是列模,即將準備好的鋼錠模按規定位置放在底板上,將模子中心對正下注流鋼孔。上大下小鋼錠模底孔與下水口間填充火泥。帶保溫帽的鋼錠,安放保溫帽,掛上絕熱板。絕熱板應保持外形完整、乾燥,按規定位置安裝。
實例
轉盤式精整模
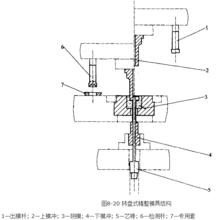
圖1所示轉盤式精整模具結構,旋轉盤內安裝有十二個全精整製品專用套,待精整 製品進入專用套後,靠旋轉送料機構送往陰模位置。零件7為檢測桿,通過它檢測有無制 品、製品是否是待整製品、製品的放置位置、製品高度是否在待整製品標準之內。上模沖 2每旋轉30°上下一次。一個製品全精整後被下模沖送回專用套,通過旋轉盤運往出套處,由 出模桿1把被精整的製品推出專用套。陰模3、芯棒5分別固定在專用的模板上。由於是旋 轉送料,生產率很高。由於壓機用全精整模具已標準化,所以適用於大批量生產。這種全 精整壓機的模具結構目前在國內外得到了普遍套用。
 整模
整模沖床用自動精整模
圖2為一圓柱體形零件的自動精整模,用於沖床上。陰模4固定不動。上模沖2通 過與之有過盈配合的法蘭1,固定在壓機壓頭 上。下模沖3與法蘭6亦為靜配合,由彈簧9托 起,由陰模限位,使下模沖的上端面與陰模上端 面齊平。燒結件被自動、準確地送到陰模,由下 模沖支承。精整壓制時,下模沖被壓下,座落在 承壓塊8上,實現精整(或復壓),壓力由承壓 塊和承壓座10傳到模座12上。脫模時,頂出機 構通過頂桿11和承壓塊將下模衝上頂,當燒結 件下部雖未全脫出陰模,但已進入陰模導向錐 部時,頂出機構不再上頂,燒結件靠彈簧彈出陰 模,這樣就免除了因要求調節頂出機構的頂出 距離準確而引起的困難(下模沖低於陰模,不便 於送料和推料; 高於陰模則發生撞擊)。
 整模
整模