
分類
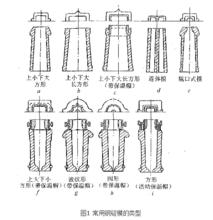
按鋼錠模縱斷面形狀可分為上大下小帶保溫帽或豁口掛絕熱板鋼錠模和上小下大敞口或瓶口式鋼錠模。前者傳統上用於澆注鎮靜鋼鋼錠,習慣上稱為鎮靜鋼鋼錠模,現在也用於澆注沸騰鋼鋼錠,後者傳統上用於澆注沸騰鋼,習慣上稱為沸騰鋼鋼錠模,現在也廣泛用於澆注鎮靜鋼。按鋼錠模內腔橫斷面形狀可分為方形、矩形、圓形和多角形等類型。按鋼錠模內壁形狀可分為凸邊形、凹邊形、直邊形及波紋邊形等類型。。圖1為幾種常用鋼錠模的實物照片。
 鋼錠模
鋼錠模錠型參數
決定鋼錠大小及斷面形狀的鋼錠模幾何尺寸。主要參數有鋼錠重量、斷面形狀及尺寸、鋼錠高度或高寬比、鋼錠錐度、模壁厚度或模錠重量比、轉角半徑及底部形狀等。
鋼錠重量 在煉鋼和初軋設備條件允許的前提下,儘量選擇滿足較大倍定尺的鋼錠重量。大鋼錠整模、澆注、脫模等作業較簡單,鋼錠熱送溫度提高,生產能力和成坯率也較高。如φ1150初軋機軋制的扁錠多數在15~20t之間,方錠在8~13t之間。
斷面形狀及尺寸 鋼錠模的斷面形狀依鋼錠用途而定。用以軋制型材、管材、線材的多採用方錠,軋制板材的多採用扁錠或矩形錠,圓形鋼錠則用於軋制車輪、輪箍等,製作大型鍛壓件多採用多角形鋼錠。就鑄錠生產能力和生產難度而言,矩形錠優於方形錠,方形錠優於圓形錠。條件允許時,以矩形錠代替方形錠,有利於改善鋼錠質量和提高成坯率。還應考慮到鋼錠模內壁形狀對鋼錠質量的影響:直邊模壁易使鋼錠表面內凹,且邊長愈長,凹陷愈重,鋼錠模也易變形,往往造成卡錠而過早報廢;凹面模壁可得到表面微凸的鋼錠,有利於提高成坯率和鋼錠模壽命;波紋形模壁的棱在鋼錠凝固過程中起加強筋作用,有利於減少表面裂紋。鋼錠模的最大尺寸應與軋機能力相匹配,而最小斷面尺寸決定於生產高質量產品所必須的壓縮比(一般≥8)。
錠高及高寬比 增加錠高(H)有利於提高軋機生產率,但於內部質量不利。5~8t鋼錠的高寬比(H/D)在2.5~3.0為宜,1~5t鋼錠H/D可為3.0~3.5。
錐度 錐度過大增加鋼錠局部懸掛的幾率,也不利於軋制,而錐度過小不利於脫模。且鋼錠內部質量欠佳。錐度一般選擇在0.8%~4.2%之間,高質量鋼趨高限。
模壁厚度及模錠重量比 模壁厚度應能保證鋼錠模有足夠的強度,有時還要在其上端或下端加厚,以增加抗碰撞能力。通常模壁厚度在50~160mm之間,大鋼錠取上限;模錠重量比在0.8~1.2之間,大鋼錠取下限。球墨鑄鐵鋼錠模的模錠比一般取1.0為宜。模壁上口或外側還要配置耳環或耳鐵,以便於列模和脫模操作。
轉角半徑 是影響鋼錠角部裂紋的重要參數。轉角半徑過大或過小都易使鋼錠產生角部裂紋。適宜的轉角半徑為鋼錠模內腔斷面平均水力學直徑的8%~15%,碳素鋼趨下限,合金鋼趨上限。
 鋼錠模
鋼錠模底部形狀 決定著鋼錠開坯後的坯尾形狀,是影響鋼錠成坯率的重要參數。由於鋼錠開坯時,表面的變形量大於心部的變形量,角部的變形量大於面部中央的變形量因此坯尾通常呈“魚尾”形(有時也呈舌形),需加以切除。鋼錠模底部的形狀,應能保證鋼錠開坯時產生的魚尾儘可能小,以減少切尾損失。鋼錠底部形狀有平底、半球形、截錐形等多種類型(圖2),其鋼錠開坯切尾率順次減小。最佳底部形狀的尺寸通常是通過冷軋模擬或計算機模擬後再經反覆修正而確定。
操作規程
1.吊盤時,必須掛四個吊把。翻完盤後,要放平吊回,不準立著吊。
2.安放模子和中注管時,要掛雙繩套,並先在旁邊落到適當高度,然後停車,再對準管磚慢慢落下。
3.安放冒口時,須先搭好作業台,不準在潮濕或有水的地坑安放模子。
4.吊模,脫模時要注意來往行人,模子立穩後再摘繩。人躲開後,再起吊。立吊4寸,6寸扁平模子時,操作者要站在棋子小面一側。
5.吊運粘模鋼錠時,不準大頭朝下吊。
6.立放鋼錠模時,要注意地面平整,不準斜放。4寸、6寸模子不準單個立放。立放二層以上模子時,一定要放平,不準斜靠。
7.工作現場要保持整潔,通道暢通。鋼錠模冒口及各種材料應放在指定地點。
8.不準吊帶模子的鋼錠撞東西。
9.使用壓縮空氣要將接頭把緊。吸吹鋼錠模前,要觀察好周圍環境,出風口嚴禁對著人。
影響因素
影響鋼錠模使用壽命的主要因素有鋼錠模的材料、冶鑄條件及工作面的質量等,下面分別討論這些因素的影響。
一、鋼錠模材料的影響
鋼錠模的材料是影響其壽命的內在因素。鋼錠模工作條件苛刻,工作時受到溫差應力、相變應力、殘餘應力和機械應力等的共同作用,內表面易產生微小網狀裂紋,隨著使用次數的增加,微裂紋擴展,形成龜裂,進一步發展為掉肉、縱裂和橫裂,致使鋼錠模失效報廢。
鑄鐵中的石墨球化或蠕化後,鋼錠模的使用壽命大幅度提高、模耗大大降低。這是由於蠕蟲狀或球狀石墨能減少O的滲入,降低內氧化,提高鑄鐵的抗氧化性和高溫強度。
蠕墨鑄鐵的強度接近球墨鑄鐵、而導熱性接近灰鑄鐵,具有良好的熱疲勞性能,包括抗龜裂、耐開裂和抗變形能力,特別適合鋼錠模的工況條件。球墨鑄鐵具有高強度,但導熱性比蠕墨鑄鐵低,所以其壽命相對較低、模耗也稍高,通常用在10t以下的鋼錠模(方錠模),以控制可能產生的變形。
除鑄鐵鋼錠模外,前蘇聯試用鋼質鋼錠模,有Cr鋼、Mn鋼和GCr30鋼,使用壽命較灰鑄鐵提高近一倍。鋼質鋼錠模試用過程中沒有鑄鐵鋼錠模中常出現的裂紋與燒壞現象,其報廢主要是翹曲所致,但其鑄造性能差,易產生縮孔縮松缺陷,且生產成本高,因此在國內很少研究。
二、鑄鐵中各種元素的影響
Cr、Mo、Si等元素能強化鑄鐵基體,增強鑄鐵的抗塑性變形能力,提高鋼錠模的使用壽命。同時,Cr和Si的氧化物能提高鋼錠模表面氧化膜的緻密性,減緩鑄鐵的高溫氧化。鐵液中加入RE,可脫O、脫S,淨化鐵液,降低白口傾向,改善鋼錠模的組織,提高鋼錠模的抗氧化性。而Pb在鋼錠模中是非常有害的元素,必須嚴格控制。
三、冶鑄條件的影響
高爐冶煉鐵液具有溫度高、雜質含量少的優點,採用高爐鐵液生產的鋼錠模抗熱衝擊性能明顯優於沖天爐鐵液鋼錠模。但高爐鐵液w(C)高,在製造大型鋼錠模時易產生石墨漂浮缺陷。因此,需採取相應的措施防止石墨漂浮,通常在轉包過程中吹入N和Ar進行攪拌,均勻鐵液溫度、調節鐵液成分。另外,鑄造工藝也對鋼錠模的質量有著重要的影響。
四、工作面質量的影響
鋼液和鋼錠模的內模壁(工作面)具有很強的潤濕能力,凝固後鋼錠在鋼錠模間的粘附力較強,不易脫模,脫模後鋼錠表面易出現大的結疤、裂紋及氧化皮等缺陷,降低鋼錠模的成材率。目前主要採用2種途徑來提高鋼錠模工作面的質量,一是通過開發新型的塗料,改善鋼錠模工作面的質量。另一種是採用浸滲技術製備金屬陶瓷複合工作面,陶瓷表面可以抵抗鑄鐵的氧化、提高鋼錠模的使用壽命。同時,使用複合鋼錠模生產的鋼錠表面質量好,鋼錠內在質量符合產品標準要求。
使用、維護與修補
鋼錠模壽命與材質、構造、鑄造質量及管理和使用等因素有直接關係。建立健全合理的管理制度,加強對鋼錠模的技術管理,做到正確使用、合理周轉、適時修補是提高鋼錠模壽命、降低鋼錠模消耗的重要途徑。新鋼錠模使用前要烘烤至80~120℃。列模操作應輕吊輕放,上升孔對中,避免澆高溫鋼,儘量縮短注畢至脫模的時間,脫模後不要在紅熱狀態下打水急冷。鋼錠模在使用過程中一旦出現較大的裂縫、掉耳或內壁凹坑和燒蝕網(龜裂)等缺陷,應及時修補。按破損情況可採用不同的修補方法。對縱、橫裂縫,採用厚鋼板鉚補,其縫隙用鑄鐵焊條焊接填充;對模耳破損者用鑄鐵焊條層層堆焊或用厚鋼板鉚補和焊接相結合;焊補後的鋼錠模可增加使用壽命20~30次。對內壁缺陷,可選用一種混合耐火材料(如30%鐵粉,20%耐火泥,20%石墨粉,15%鉻鐵礦和15%水玻璃的混合料)於模溫在80~120℃時趁熱抹補,抹補後可使用4~5次。不能修補的破損鋼錠模應適時判廢。
