 工序基準樣例
工序基準樣例在工序圖上,用來確定本工序所加工表面加工後的尺寸、形狀、位置所採用的基準,稱為工序基準。與設計基準不同的是,工序基準是由工藝技術人員從保證零件的設計要求出發,為滿足加工工藝需要(如用以定位或用以測量檢驗)而選定的。
工序基準除採用工件上實際表面或表面上的線以外,還可以是工件表面的幾何中心、對稱面或對稱線等。
工序基準除採用工件上實際表面或表面上的線以外,還可以是工件表面的幾何中心、對稱面或對稱線等。
工序基準樣例在工序圖上,用來確定本工序所加工表面加工後的尺寸、形狀、位置所採用的基準,稱為工序基準。與設計基準不同的是,工序基準是由工藝技術人員從保證零件的設計要求出發,為滿足加工工藝需要(如用以定位或用以測量檢驗)而選定的。
工序基準除採用工件上實際表面或表面上的線以外,還可以是工件表面的幾何中心、對稱面或對稱線等。
基準是機械製造中套用十分廣泛的一個概念,機械產品從設計時零件尺寸的標註,製造時工件的定位,校驗時尺寸的測量,一直到裝配時零部件的的裝配位置確定等,都要用...
基本概念 選擇注意事項 分類 套用領域 選擇原則工序能力是工序在穩定狀態時所具有的保證產品質量的能力。受工序中的操作人員、機器設備、原材料、工藝方法、工作地環境等因素綜合影響和制約。表現在產品質量是否...
簡介 影響因素 分析的意義 能力判定 影響指數數控加工工序規劃,對於箱體類、收架類、機體類等零件,平面輪廓尺寸較大,用平面定位比力不變靠得住,故當先加工平面,後加工孔。那樣,不只使後續的加工無一個不...
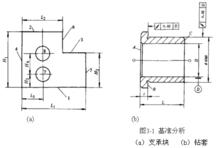
加工工序劃分 基準加工原則 參考資料基準就是機械零件是由若干個表面組成的,研究零件表面的相對關係,必須確定一個基準,基準是零件上用來確定其它點、線、面的位置所依據的點、線、面。
基準分類 一般原則 原則處理定位基準指在加工時,用以確定工件在工具機上或夾具中正確位置所採用的基準。
零件在加工工藝過程中所用的基準稱為工藝基準。工藝基準又可進一步分為:工序基準、定位基準和裝配基準。
定義 表達方式工序卡片是工藝規程的一種形式。它是按零件加工的每一道工序編制的一種工藝檔案。它的內容包括:每一工序的詳細操作、操作方法和要求等。
概述 套用(3)主要工程的開始與完成的時間。 (4)試驗的時間。 (5)完成與入庫的時間。
工序能力指數亦稱“工程能力指數”。按圖紙要求的公差範圍與工序能力的比值。它表明工序能力對工序質量要求的保證程度,用以判明工序的實際加工精度能夠滿足公差要...
指數概述 指數意義