
指數簡介
 工序能力指數
工序能力指數(1)雙側偏差:(Tu、Tl)a,公差中心與分布中心重合:Cpb不重合Cpk
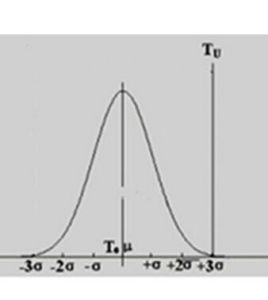
(2)單側偏差:(Tu或Tl)a,只有上側偏差:CpTu=(Tu-x)/3σ
Cpk的評級標準:(可據此標準對計算出之製程能力指數做相應對策)
A++級Cpk≥2.0特優可考慮成本的降低
A+級2.0>Cpk≥1.67優應當保持之
A級1.67>Cpk≥1.33良能力良好,狀態穩定,但應盡力提升為A+級
B級1.33>Cpk≥1.0一般狀態一般,製程因素稍有變異即有產生不良的危險,應利用各種資源及方法將其提升為A級
C級1.0>Cpk≥0.67差製程不良較多,必須提升其能力
D級0.67>Cpk>0不可接受其能力太差,應考慮重新整改設計製程。
一般來說,我們採取的判定基準值為Cpk≥1.33
