
歷史
open hearth steelmaking
用平爐以煤氣或重油為燃料,在燃燒火焰直接加熱的狀態下,將生鐵和廢鋼等原料熔化並精煉成鋼液的煉鋼方法。1856年德國人西門子 (K.W.Siemens)使用了蓄熱室為平爐的構造奠定了基礎。1864年法國人馬丁(P.┵.Martin)利用有蓄熱室的火焰爐,用廢鋼、生鐵成功地煉出了鋼液,從此發展了平爐煉鋼法。在歐洲一些國家稱為西門子-馬丁爐或馬丁爐。此法同當時的轉爐煉鋼法比較有下述特點:①可大量使用廢鋼,而且生鐵和廢鋼配比靈活;②對鐵水成分的要求不像轉爐那樣嚴格,可使用轉爐不能用的普通生鐵;③能煉的鋼種比轉爐多,質量較好。因此,鹼性平爐煉鋼法問世後就為各國廣泛採用,成為世界上主要的煉鋼方法。在1930~1960年的30年間,世界每年鋼的總產量近80%是平爐鋼。50年代初期氧氣頂吹轉爐投入生產,從60年代起平爐逐漸失去其主力地位。許多國家原有的煉鋼主力──平爐已經或正在陸續被氧氣轉爐和電爐所代替。
1890年,“江南機器製造總局”(在上海)建立3噸和15噸酸性平爐各一座,是中國最早的煉鋼平爐。到1949年除鞍山有一些較大的平爐外,有為數不多的小型平爐。中華人民共和國建立後,修復、改造原有的平爐,並建設了新的大中型平爐。進入70年代後未新建平爐。
特徵可歸納如下三點:
從外部供給熱量 因平爐爐體龐大,冶煉時間長,爐牆散熱損失和高溫廢氣帶走的熱量大,除鋼鐵原料中各元素氧化產生熱量外,必須從外部供給燃料和使用預熱空氣燃燒燃料,方能保持煉鋼時需要的熱量。不吹氧的平爐每煉1噸鋼大約消耗 100萬千卡的熱量,相當於140公斤標準煤。
氧化性氣氛 平爐熔煉室內燃燒氣體(爐氣)中含有O2、CO2、H2O等,在高溫下,強氧化性氣體向熔池供氧量每小時可達金屬重量的0.2~0.4%,對熔池起氧化作用,使爐渣始終有較高的氧化性。單靠爐氣供氧,速度慢,加鐵礦石或吹氧可加速反應過程。
爐渣的作用 爐渣的比重只有鋼液的1/2左右,浮在熔池面上,介於爐氣和鋼液之間,是爐氣向熔池傳熱和傳氧的媒介。此外,爐渣還有去除硫、磷等雜質,保護鋼液不致過氧化和防止鋼液吸收氣體(H、N)等重要作用。因此平爐煉鋼要求造好具有一定鹼度和流動性良好的渣,爐內需維持適當的渣量和渣層厚度,為造好渣,爐料熔化後,熔池中的鐵水要保持適量的含碳量。在精煉時,依靠爐渣的傳熱和傳氧,以及追加鐵礦石或吹氧促進脫碳反應激烈進行,造成熔池的激烈沸騰,增大渣、鋼的接觸面積和加強傳熱、傳質作用,以完成精煉任務。
總之,具有良好的熱工條件以保持高溫,造好流動性、鹼度和數量適宜的爐渣,精煉時保持較高的脫碳速度,使熔池沸騰活躍,對平爐煉鋼是極為重要的。
平爐操作工藝
 平爐煉鋼
平爐煉鋼平爐煉鋼用的原材料為:①鋼鐵料如生鐵或鐵水、廢鋼;②氧化劑如鐵礦石、工業純氧、人造富礦;③造渣劑如石灰(或石灰石)、螢石、鐵礬土等;④脫氧劑和合金添加劑。根據鋼鐵料中生鐵(或鐵水)和廢鋼的配比,採用下列不同的操作方法:①礦石法。鋼鐵料絕大部分是鐵水,為氧化鐵水中的雜質,在裝料時加入大量鐵礦石;②廢鋼礦石法。鋼鐵料中生鐵占50%以上,廢鋼占50%以下,並配加適量的鐵礦石;③廢鋼法。鋼鐵料中廢鋼占的比例大,為補充含碳量,適當配加生鐵(30~40%),裝料時可不加鐵礦石;④增碳法。鋼鐵料中絕大部分是廢鋼,裝料時加無煙煤或石油焦等增碳。從技術經濟效果考慮,有高爐供應鐵水的地方一般用廢鋼礦石法,廢鋼便宜的地方常用廢鋼法。平爐煉鋼的過程通常分為補爐、裝料(鐵礦石、石灰和廢鋼)、加熱、兌鐵水、熔化、精煉、脫氧和出鋼等幾個步驟:以採用廢鋼礦石法操作的 300噸不吹氧的和吹氧的重油平爐為例,煉一爐鋼各期操作時間如表。裝料和熔化時間約占全爐2/3左右,它與平爐的加熱狀態有密切關聯,所以稱它為熱工期。
平爐熱工制度
 平爐煉鋼
平爐煉鋼;有幾個主要參數:①熱負荷。在平爐冶煉過程中每小時供給平爐的熱量(
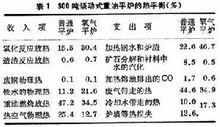
千卡/小時),稱為平爐熱負荷。在煉一爐鋼的過程中,從裝料、加熱,直到熔化和各期中,爐料的物理狀態在不斷變化,並伴有不同的化學反應,熔池內部的傳熱條件和對熱量的需要不同,所以在冶煉一爐鋼的各期中應給予不同的熱負荷。一般在裝料期熱負荷最大,熔化和精煉期較小,②空氣過剩係數。實際供給平爐內的空氣量與燃料完全燃燒所需理論空氣量之比,一般為1.1~1.5。③爐膛壓力。爐頂中心處的爐內外壓力差,一般為2~5毫米水柱。④爐頂溫度。爐頂的內表面溫度,一般為1450~1700℃。⑤換向間隔時間。一次換向周期經過的時間,一般為8~15分鐘。⑥蓄熱室溫度。蓄熱室上層格子磚的溫度,一般為1100~1200℃。此外,對燃燒重油的平爐還規定霧化劑的壓力和流量,以及從重油燒嘴供給的一次空氣量和從蓄熱室進入的二次空氣量;對用氧強化燃燒的平爐還規定氧壓、氧量等項目。煉鋼過程的熱平衡示於表1。
從表1可見:①普通平爐熱收入項主要是燃料燃燒熱和熱空氣的物理熱,約占60~70%左右;②熱支出項中廢氣帶走的熱量將近一半;③吹氧時提高了有效熱利用率,降低了燃料消耗。
平爐用氧
 平爐煉鋼
平爐煉鋼;用氧強化冶煉的方法套用廣泛,1981年中國近80%的平爐鋼是用氧冶煉的
。供氧的方法有以下幾種:
爐頭富氧
平爐最早用氧的方法是把空氣的氧含量增加到25%左右,以加快燃燒,提高火焰溫度和剛性,增加平爐氧化能力,從而提高平爐生產率和降低燃料消耗。此法因耗氧量較多,效果不如直接向熔池吹氧,未能推廣。
爐門吹氧
從爐門用滲鋁鋼管或包有耐火泥的鋼管向熔池吹氧,一般用氧量為每噸鋼5~20米3。此法操作比較麻煩,影響爐體壽命,耗用鋼管亦較多,用氧量和效果都受到限制。槍吹 在平爐後牆鋼液面下,埋入兩根或數根雙層或三層套管,氧氣通過內管(稱氧槍)吹入爐內。外層套管吹入柴油或天然氣、液化石油氣等冷卻介質,依靠冷卻介質的裂解吸熱保護氧槍,一般每噸鋼用氧20~40標米3。此法需耗用冷卻介質,同時槍體壽命和其周圍耐火材料壽命以及鋼液成分控制等都還存在一些問題。多孔噴槍頂吹 從平爐爐頂用水冷多孔噴槍向熔池直接吹氧,吹氧量一般為每噸鋼30~50標米3,經濟效益顯著,採用最廣。氧氣平爐的操作工藝與前面介紹的不同,不需要加熱時間,也沒有熔化和精煉的區分。在兌入鐵水後(一般兌入2/3鐵水)即開始下槍吹氧。在吹氧的同時,相應地採取關閉爐頭氧氣燃油燒嘴、減少從爐頭供給空氣量的熱工制度和增加後期爐渣鹼度、渣層厚度的造渣制度,以及在不吹氧期(補爐、裝料和兌鐵水)在爐頭用氧氣燃油燒嘴加強供熱等措施。採用吹氧強化冶煉前後一些生產指標變化情況見表2。吹氧平爐爐氣帶有煙塵的問題很大,容易造成堵塞和惡化環境,加除塵器又不方便而且投資很大。
雙床吹氧平爐
把一座平爐分為左右兩個爐床,都採用爐頂吹氧。左床吹氧進行熔化和精煉時,利用它的廢氣加熱右床,進行補爐、裝料、加熱和兌鐵水等操作。左床出鋼後,右床進行熔化和精煉,並以它的廢氣加熱左床,冶、熔交替進行。此法在提高產量和降低燃料消耗方面效果顯著,但對生產管理要求極為嚴格,勞動強度大,僅在蘇聯等幾個國家使用。
相關資訊
中信重機平爐退役 平爐煉鋼結束
9月30日,中信重機公司剛剛安裝完畢的60噸鋼包精煉爐和真空處理爐投入使用。與此同時,國內最後一台煉鋼平爐在該公司退役,國內平爐煉鋼的歷史從此結束。
退役的平爐建於1982年,投產22年間共開爐9000多次、出鋼59萬噸,先後成功開發了航天鋼等200多個鋼種,為國家經濟建設和國防建設作出了重大貢獻。
由西安航天動力機械廠等單位製造的具有高效、節能、環保優點的鋼包精煉爐和真空處理爐的運行,標誌著中信重機公司“平改電”工程的全面竣工。這是我市目前最大的精煉爐,也是國內最大的國產精煉爐,它將進一步奠定洛陽市先進制造業基地的基礎。隨著煉鋼裝備水平的飛速提升,中信重機公司今後將有能力生產高附加值的合金鋼、不鏽鋼等產品。
