
介紹
1861年,西門子發明煤氣發生爐,用煤氣代替焦炭作燃料。1864年,在西門子指導下,馬丁改造了爐體,用廢氣預熱的蓄熱爐將空氣和燃料進行預熱以提高爐溫,將生鐵和廢鋼煉成了優質鋼。1868年,西門子進一步用此法將生鐵和鐵礦石煉成了鋼。此外,若在用此法冶煉的同時加入少量鹼性物質,還可解決脫磷問題,適合在歐洲推廣。由於其爐體形狀低平,又有一個比較平展的熔池,故常被稱為“平爐”,亦稱“西門子—馬丁爐”或“馬丁爐”。此法冶煉時間較長,每爐約需24小時,但因熔池大,每爐可產上百噸鋼水,故產量高。此外,它所用原料既可用生鐵、鐵水,也可用廢鋼、鐵屑、熟鐵和礦石,便於廢鋼鐵的回收,加之煉出的鋼均勻,質量穩定,可生產優質鋼,所以,以平爐為主,轉爐為輔的煉鋼體系在世界各地迅速得到發展,並且沿用至今
煉鋼工藝
平爐煉鋼法熔煉過程分為:補爐、裝料(包括加熱和兌鐵水)、熔化、精煉、脫氧和出鋼。在實際操作中,各期往往交錯進行,不能截然分開。
1、補爐期
通常從上爐出完鋼至下爐加入第一槽料的一段時間,稱為補爐期。補爐期主要對渣線以下、出鋼口、爐坡等處進行修補。補爐操作必須做到高溫、正壓、快速、準確,以保證爐料燒結好。爐子的其它部分穿插在熔化末期和精煉、出鋼過程中修補。常用的補爐料有鎂砂、鎂砂粉、熟白雲石、氧化鐵皮等。
2、裝料期
從裝入冷料到兌完鐵水,這段時間稱為裝料期。裝料之前必須進行配料計算,確定礦石和石灰加入量,以保證得到合適的熔畢碳和熔畢爐渣鹼度。熔畢碳是指爐料完全熔化後金屬的含碳量。它通常應比所煉鋼種平均含碳量高出0.25~0.80%,以保證精煉期能順利進行各項操作。平爐裝料期約占總熔煉時間的20~30%。
爐料包括散狀料(礦石、石灰到 、石灰石等)和金屬料(輕、重廢鋼及鐵水或生鐵塊等)。爐料應按一定次序依次從幾個爐門裝入爐內,非金屬。料導熱性差,必須高溫快裝,鋪平散開,分層燒透;金屬料導熱性好,要高溫快裝不必分層加熱;若冷裝生鐵塊則加在最上層;若熱裝鐵水,則需待冷料裝完並加熱到表面開始熔化時,再將鐵水兌入。
3、熔化期
從兌完鐵水到爐料全部熔化完畢,這段時間稱為熔化期,約占總熔煉時間的30~50%。為縮短熔化期,應向平爐供給最大熱量,並採用吹氧強化措施。
熔化期的重要操作是及時放出初期渣和提前造渣,以達到去除磷、硫並獲得合適熔畢碳的目的,同時為精煉操作創造良好條件。當爐料全部熔清後,取樣分析C、P、S等含量,以確定精煉期操作。當溫度和爐渣均達到規定要求時,熔化期結束進入精煉期。
4、精煉期
自熔畢到脫氧(爐內脫氧)或出鋼(爐外脫氧),這段時間稱為精煉期。精煉期主要任務是:調整鋼液成分,使C、P、S含量達到脫氧前要求;充分去除鋼中氣體和非金屬夾雜物;將鋼液加熱到出鋼要求的溫度。精煉期是煉好一爐鋼的關鍵階段,通常又將其分為礦石沸騰期和純沸騰期。
爐料熔畢後,當熔池加熱至規定溫度即可加礦進行精煉,同時提高爐渣鹼度。利用碳-氧反應產生的沸騰作用,促進P、S的去除,排除鋼中氣體並均勻鋼液溫度和成分。這階段稱為礦石沸騰。
最後一批礦石或渣料加完至脫氧前,保持熔池均勻沸騰一段時間,以進一步去除氣體和非金屬夾雜物,並加熱熔池使其達到規定的出鋼溫度。這階段稱為純沸騰。
5、脫氧和出鋼
純沸騰結束,鋼水溫度和成分符合鋼種規格要求時,即可進行脫氧和出鋼。脫氧可在爐內或鋼包內進行。
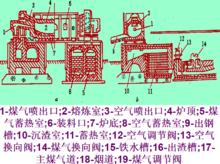
平爐構造
1、熔池
熔池由爐門坎水平面以下的爐坡和爐底所組成,為淺碟形。熔池底部中央至後牆設有出鋼口,與後牆外的出鋼槽相連。
2、爐頭及上升道
平爐熔煉室兩端各連有一個爐頭。爐頭與熔煉室以火焰噴出口為界,並包括一部分上升道,是平爐構造中最重要的一部分。
3、沉渣室
沉渣室在上升道下面與蓄熱室相連。其作用是排氣時沉積廢氣中的渣塵,以免堵塞格子磚,影響熱交換。廢氣自上升道進入沉渣室時,由於氣流方向改變,體積擴大,使流速下降,因而使其夾帶的大部分粗粒渣塵沉積下來。
4、蓄熱室
高溫廢氣通過蓄熱室時,將其大部分熱量傳給格子磚,使其加熱;換向後,格子磚又將熱量傳給通入的冷空氣或煤氣,使其升溫。這樣不斷循環地工作。
5、換向裝置
平爐是利用蓄熱原理進行工作的,必須定時更換火焰方向,故需有換向設備。
6、煙道
煤氣、空氣分別引入各自的蓄熱室,並將廢氣送入總煙道,再由煙囪排空。煙囪靠自然抽力排煙,故平爐煙囪較高。
平爐構造如下圖所示:
 平爐煉鋼法
平爐煉鋼法平爐的改造
平爐用氧強化
(1)用氧強化燃料燃燒。如火焰富氧,使用爐頂氧-燃噴槍等。此類方法提高了火焰溫度,強化了爐內熱交換,但冶煉過程並沒有發生實質性變化。
(2)直接向熔池吹氧。一般有三種方法:爐門吹氧(從爐門插入吹氧管)、頂吹氧和埋入式深吹氧(氧槍埋入熔池下的後牆面),目前最常用的是頂吹氧法。向熔池直接吹氧後,氧氣代替了大量礦石,使碳-氧反應的熱效應從原來的吸熱變為放熱反應:
加冷時: △H=+4.4×105KJ
吹氧脫碳:O十2C=2CO △H =-2.2×10kJ
因此,吹氧後加速了爐料的熔化和雜質的氧化;脫碳速度成倍增加;熔池升溫迅速,升溫速度可達2-2.5℃/min;同時,顯著地改善了熔池反應的動力學條件,利於磷、硫的去除,縮短了冶煉時間。特別是頂吹氧法,採用水冷噴槍,提供了大幅度提高供氧強度的可能性,已成為平爐用氧強化的主要方法。我國從1979年全面推廣平爐頂吹氧工藝,取得了增產節能的明顯效果。
雙床平爐
雙床平爐於1964年起先後在加拿大、原捷克斯洛伐克、南非、原蘇聯、波蘭等園投入生產。我國鞍鋼也曾於1966年將一座平爐改建為雙床平爐,熔煉時間平均為2時26分,小時產鋼量超過100噸。
雙床平爐有兩個爐床,兩床之間在熔池上部有通道連線,氣流可經通道流通,每床各有一出鋼口,可從爐前放渣。兩個爐床的爐頂各設氧槍、氧-燃噴槍、噴吹固體微粒的噴槍。當A爐床吹氧精煉時,B床則利用精煉床排出的高溫廢氣進行裝料和加熱,並可用氧-燃噴槍補充供給燃料。A床出鋼補爐時,B床兌鐵水,然後廢氣改由B床流向A床,加熱A床爐料,如此交替進行。
雙床平爐與一般平爐相比,生產率高;省去了蓄熱室,並將沉渣室改為活動渣車,使平爐結構大大簡化;爐齡長,耐火材料消耗低;燃料消耗低、熱效率高;基建費用低。但生產組織複雜,氧耗大,鐵損高,開、堵出鋼口頻繁。
