簡史 20世紀30年代起,首先在汽車和軸承製造中套用主動測量。初期使用的是單點式和三點式主動量儀,採用百分表作為指示部分。40年代起,由於電感式長度感測器和氣動量儀的發展,開始套用兩點式主動量儀。自60年代至70年代初期,磨床主動測量在大量生產中得到較廣泛套用。70年代以後,由於數字控制工具機等的發展,出現了採用光柵、感應同步器等測量系統的大量程主動測量。同時,雷射測長技術也開始在主動測量中套用。
加工中主動測量 常用於磨削和珩磨加工中,主要有測軸、測孔和配磨主動測量。
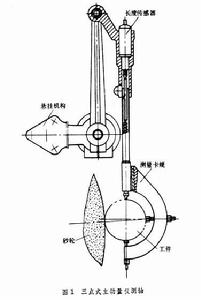
① 測軸主動測量有兩種。圖1為利用三點式主動量儀測軸,常用於普通外圓磨床上。測量時,用手把懸掛在外圓磨床砂輪罩上的三點式主動量儀的測量卡規卡在工件上,工件在磨削過程中的尺寸變化通過中繼測桿由長度感測器轉換為電信號,操作者根據指示表(圖中未表示)所示量值控制進給量(見切削用量),直至達到預定尺寸。圖2中測軸部分為兩點式主動測量的工作原理。測量裝置由液壓系統或伺服電機操縱自動進入測量位置,把磨削過程中工件尺寸變化通過安裝在其中的長度感測器轉換為電信號,輸入控制指示儀控制進給量直至達到預定尺寸,並控制測量裝置自動退出測量位置。
 主動測量
主動測量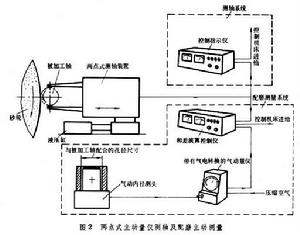 主動測量
主動測量③ 配磨主動測量,用於控制軸孔配對工件的配合間隙,例如柴油機油泵的噴油嘴偶件等。它的測量方法(圖2)是先用具有氣電轉換功能的氣動量儀或其他能輸出電信號的孔徑量儀測出配對工件的孔的尺寸,轉換為電信號後輸入和差演算控制儀中。正在工具機上加工的與該孔相配合的軸的尺寸,由兩點式測軸裝置測出,也轉換為電信號後輸入和差演算控制儀中。當達到預定配合間隙時,和差演算控制儀即發出停止加工信號。
此外,還有數字控制和適應控制主動測量。前者主要用於數字控制外圓磨床上測量階梯軸各外徑尺寸,採用絕對測量方法(見長度計量技術),測量過程由數字控制系統控制自動進行。後者常用於自動測量工件的錐度、圓度和表面粗糙度等,並按測量結果發出的信號,通過控制系統等使工具機處於最佳工作狀態。
加工後主動測量 主要用於無心磨床、鏜床、精密車床等加工設備上。工件加工完畢後立即進行自動測量。當工件尺寸變化因砂輪、鏜刀、車刀等切削工具或其他原因達到公差帶(見公差)的警告界限時,控制指示儀發出補償信號、自動補償機構即進行補償進給,使工件的偏差不超出公差帶。20世紀70年代出現了自動統計分析儀,它與長度感測器組合在一起用於加工後主動測量。它具有剔除粗大誤差和快速進行多種計算分析的功能,例如計算標準偏差和極限誤差等,因此能及時地發出符合統計規律的控制信號。
