特點
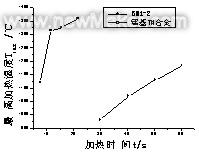 電子束加熱
電子束加熱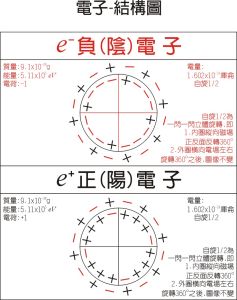 電子-內部結構模型圖
電子-內部結構模型圖 其特點是:①脫硫、脫硝同時進行,且效率高(分別為95%和80%以上),②該處理方法為乾式處理,不排水,故不需要排水處理設備,③設備構成簡單,易操作、維護;④與傳統的排煙排氣處理方法相比,設備費與運行費低;⑤適用範圍廣,可廣泛用於焚煤、重油嫩燒等各種排煙排氣處理。中國四川省成都熱電廠100MW級的火力發電設備已配t了這種排煙排氣處理裝1。日本中部電力西名古魔火力發電廠的220MW級發電設備20世紀末也正在安裝這種排煙排氣處理裝里。電子束刻蝕、鑽孔和切例利用高功率密度(達10.W/cmz)的電子束轟擊工件表面,使之迅速氣化,可實現對工件的刻蝕、鑽孔和切割等。其特點是:①幾乎適用於所有固態材料,如各種金屬(包括熔點很高的鴿、硬度很高的硬質合金)、鑽石、寶石、玻璃、陶瓷、半導體材料(矽、鍺、砷化稼、磷化稼)等.②加工速度極快。如用單個脈衝鑽孔(一個脈衝鑽一個孔),加工時間為10一s~10一35(束徑20~80”m,工件厚度。~smm);用多脈衝鑽孔,加工時間為0.1~505(束徑20~2000拜m,工件厚。~15mm);用連續掃描脈衝,l:內可鑽1萬個孔,對玻璃表面的擔層進行刻蝕,速度可達sm/s;切割紙或塑膠薄膜,速度可達50m/s.③加工尺寸極小,如可鑽直徑僅2拌m的孔(一般為30~1000拜m),切割0.2mm厚矽片,切縫僅40拌m.④加工精度高,一般可控制在士5%。⑤通過計算機控制可鑽異形孔,進行仿形切割等。電子束落髮鍍膜用電子束使被層材料快速燕發而附著到固定的或連續行進的物料表面上。前者如某些電子元件的表面被夜,後者如帶俐的表面鍍硯.易被沽污、壽命短(有的只有幾小時)。橫向槍的陰極位於被加熱物料的側面,由橫向磁場將電子束偏轉到被加熱物料上,陰極壽命約可達50h。
原理
電子束加熱原理圖工作室通常是用不鏽鋼製成的真空容器,外周必要時用水套或水管冷卻,內部有工作檯或柑渦、物料支承、輸送機構等;外殼壁上有連線電子槍、真空機組、測溫裝置等的連線管。真空系統由機械泵、增壓泵和擴散泵等組成。工作室真空度一般為10一‘一10一3Pa;軸向槍通常另配一套真空機組,槍室真空度在10--3Pa以上。高壓電源電子槍在直流高壓下工作,如熔煉爐的工作電壓為10~35kV,焊接設備的為30~200kV。電源用三相橋式整流器。整流元件用閘流管或高壓矽堆。矽堆有體積小、效率高、起動快等優點,隨著電路保護技術的進步,其套用已越來越多。電壓調節通常用飽和電抗器或磁性調壓器。高壓電源配有過電壓、過電流和各種連鎖保護裝置,以確保人身和設備的安全。套用電子束加熱主要用於金屬的熔煉、焊接、表面處理以及金屬和非金屬的刻蝕、鑽孔、切割、電子束燕發被膜、電子束排煙排氣處理等。
歷史
電子束熔煉電子束熔煉的概念是M.V.皮拉尼(M.VonPirani)於1905年提出的,但直到50年代中期美國成功地開發電子束熔煉爐後才在熔煉難熔金屬鎢、鑰、擔等的冶金領域獲得工業套用。1959年民主德國LEW公司開發了功率為45kw的電子束熔煉爐,60年代又先後研製出200kw和1200kw的電子束熔煉爐,並出口蘇聯、中國等國。80年代,該公司又成功地開發了EH系列30、80、250、600、1200w高能電子槍,並與蘇聯合作製造了能夠生產30“採用5支EH1200kw高能電子槍)和loot(採用7支EM1200kw高能電子槍)鋼錠的電子束熔煉爐。與此同時,聯邦德國的萊寶股份有限公司(LH公司)和美國的Consar。公司相繼開發了用於W、Ta、Mo、Nb、V等高熔點金屬熔煉的電子束滴流熔煉爐和用於回收欽廢料,生產欽錠、欽板坯,熔煉高溫合金包括等軸細晶超強高溫合金錠以及超強合金鋼錠的電子束連續流熔煉爐。電子束熔煉爐通常使用間熱式軸向電子槍,有時一台設備配幾支槍,呈環狀布置,以便從幾個方向轟擊爐料。熔煉分滴熔和池熔兩種型式。滴熔時,原料製成棒狀,從水平或垂直方向進到電子束通路中,料棒端頭受電子束轟擊後,熔化成熔滴,滴人增渦內的熔池中。池熔時,原料呈顆粒狀或粉狀直接加到熔池中,電子束轟擊熔池表面使之熔化。前者冶金效果(除氣、去雜)好,後者便於調整合金成分,因此兩者常配合使用。柑渦又叫結晶器,用銅製成,外周用水或其他液體冷卻,隨著熔煉作業的進展,熔池底部金屬逐漸冷凝,最後形成錠子。
電子束熔煉是在較高真空(10’‘~10”Pa)下進行的,與其他真空熔煉法(真空感應熔煉,真空電弧熔煉)相比,熔煉成本較高,但可製取更高品質的優良錠子,因此電子束熔煉仍是熔煉難熔金屬、活潑金屬和高品質合金的重要手段。2。世紀90年代世界最大的電子束熔煉爐是1989年在日本投產的2500kw爐,用四支軸向槍.主要用於生產航天工業用材料.能生產出直徑800mm或截面250mmxl250mm、重13t的錠子。電子束焊接見電子束壞。電子束表面熱處理以功率密度為1護~10’W/cm“的電子束對工件表面進行掃描,使受電子束轟擊點的溫度迅速上升(上升速率為1護~l護C/s)達到相變或熔化溫度,在電子束停止轟擊後,靠材料自身熱傳導使該點快速冷卻的表面處理方法。其優點是表面質量好、生產率高、工件不易變形、可用於局部處理、能耗小等。電子束表面熱處理主要有相變處理、硬化凝固處理和表面合金化三種類型。d一onz*shuJiore電子束加熱(eleetronbeamheating)真空條件下利用電子束轟擊物料產生的熱能進行的電加熱。電子束的加熱原理如圖所示,陰極接負的高電位,陽極接地,雍束極通常與陰極同電位或更低,陰、陽極間形成加速電場。
被燈絲加熱到一定溫度的陰極所發射的電子在加速電場的作用下形成電子束並被加速到很高的速度(例如,電壓為25kV時,電子速度達9.4X10‘km/s).電子束通過陽極孔後進人等電位空間,由於電子之間相互排斥,電子束會逐漸發散。電磁透鏡用來對電子進行聚焦,使之保持一定形狀。電磁偏轉器和掃描器用來按加熱要求改變電子束的方向.電子束轟擊被加熱物料時,其絕大部分動能轉變成熱能使物料加熱,有一小部分轉變成X射線。
電子束加熱的特點是:①加熱功率可以集中在很小的面積—上;②功率密度可高達10.~1護W/cmZ;③電子束的參數和位里可精確調節;④在真空中進行,物料受空氣污染少,真空冶金效果好;⑤設備較複雜,一次性投資較大;⑥會產生X射線,須加防護。設.電子束加熱設備通常由電子槍、工作室、真空系統、高壓電源、測t控制系統和物料摘送系統等組成.先進的電子束加熱設備普遍採用計算機程式控制。電子槍用來產生電子束的器件。電子槍有軸向、環形、橫向等幾種,以軸向槍用得最多。軸向槍又分為間熱式和直熱式兩種。間熱式電子槍的陰極用鎢或祖製成,由燈絲髮射的電子達到發射電子的溫度(鎢陰極為2750~2850K,擔陰極為2400~2550K).間熱式電子槍的優點是發射面積大、束電流大、陰極使用壽命長(可達10。~150h),適合於大功率(可到數百千瓦至上千千瓦)使用;缺點是結構較複雜,燈絲與陰極間另要一套直流電源。直熱式電子槍的陰極通常是繞成螺鏇狀的鎢絲,通電加熱後自身發射電子束.優點是結構簡單;缺點是發射穩定性差,功率小(一般不超過60kw)。
