
鋼錠澆鑄
正文
鋼液(又稱鋼水)經盛鋼桶(又稱鋼包)注入鑄模凝固成鋼錠的過程。鋼液在煉鋼爐中冶煉完成後,必須鑄成一定形狀的錠或坯才能進行加工。用鑄模鑄成鋼錠的工藝過程簡稱為鑄錠或模鑄;用連續鑄鋼方法鑄成坯的工藝過程簡稱連鑄。鋼錠的種類 鋼錠因澆鑄前鋼液中含氧量的不同,分為鎮靜鋼、沸騰鋼和半鎮靜鋼三種基本類型。三種類型的特徵見圖1。
 鋼錠澆鑄
鋼錠澆鑄沸騰鋼 鋼液中含氧量較高(0.02~0.04%)、在錠模中發生強烈碳氧反應、生成一氧化碳氣泡,使鋼液在模中沸騰而得名。這種鋼凝固一開始,氣泡就形成並上浮。鋼錠表皮凝固成含鐵較純的殼層。當表層達到所要求的厚度時,在鋼錠頂部加上蓋板,使頂部凝固,阻止氣泡繼續逸出;也可在頂部加入矽鐵、鋁等脫氧進行化學封頂;也有用瓶口式錠模進行封頂。另一種方法是在鋼液凝固成表面層後即向整體鋼液中加鋁脫氧,這種鋼錠稱為外沸內鎮鋼。沸騰鋼一般採用上小下大敞開式的瓶口式鑄模。沸騰鋼錠成坯率高達90~92%,主要用於低碳鋼。
半鎮靜鋼 介於鎮靜鋼和沸騰鋼之間的鋼種。這種鋼內部氣體少,結構接近於鎮靜鋼。半鎮靜鋼澆鑄初期不產生氣泡,當頂部自然凝固封頂後(可採用瓶口模促進封頂),由於鋼液中碳和氧的富集和溫度降低,促使在鋼錠頂部產生少量一氧化碳氣泡,填充整個鋼液的凝固收縮空間。因此,可得到與沸騰鋼相近的鋼錠成坯率。半鎮靜鋼主要用於中等碳含量和中等質量的結構鋼,所用鑄模一般為敞開式上小下大型。
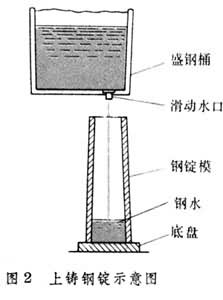
澆鑄工藝和設備 煉鋼爐煉成的鋼液先注入盛鋼桶。桶中鋼液經底部的鑄口注入錠模。開閉鑄口用塞棒,近年來多改用滑動水口。
澆鑄方法 鋼錠澆鑄分上鑄法(圖2)和下鑄法(圖3)兩種。上鑄鋼錠一般內部結構較好,夾雜物較少,操作費用較低;下鑄鋼錠表面質量良好,但由於通過中注管和湯道使鋼中夾雜物增多。
 鋼錠澆鑄
鋼錠澆鑄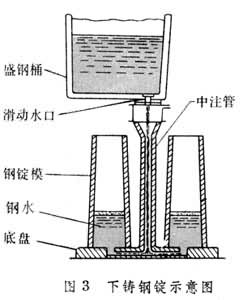 鋼錠澆鑄
鋼錠澆鑄鋼液進入盛鋼桶後需靜置一段時間,使出鋼時混入鋼中的爐渣或其他雜質上浮去除,同時還起調整鑄溫的作用。
鑄溫 澆鑄溫度應嚴格控制。鑄溫過低,鋼液入模後表面立即凝固,會造成鋼錠表面缺陷,甚至鋼液在盛鋼桶內就開始凝固,造成金屬損失或整爐鋼報廢;鑄溫過高時,將延緩鋼錠表層的形成時間,導致鋼錠出現熱裂紋。對鎮靜鋼,鑄溫一般控制在高於此鋼的液相線溫度40~60℃。為保證整桶鋼水溫度均勻,可向盛鋼桶中吹氬氣攪拌鋼液。
注速 下鑄法一般要求有適當注速以保證模中鋼液平穩上升,並調節鑄溫。鑄溫過高時用慢注,過低時用快注。上鑄法要控制注速以減少飛濺。
澆鑄時大氣中的氧將進入鋼錠,使鋼液二次氧化而降低鋼的質量。澆鑄高質量鋼時,需用惰性氣體氬保護與空氣接觸的鋼流,用合成固體渣粉保護模中上升的鋼液面。
鎮靜鋼錠錠身凝固時所造成的體積收縮需用帽頭內鋼液來補充,因此可適當延長帽頭澆鑄時間。一般帽頭注速比錠身注速慢一倍左右。
脫模 澆鑄完畢的鋼錠,需待內部完全凝固後方可脫模。對裂紋敏感性強的合金鋼錠,脫模後應在熱狀態(>900℃)放入緩冷坑中保溫緩冷,或在不低於750℃溫度下熱送入軋鋼車間的均熱爐或加熱爐。
鋼錠凝固機理 鋼液在錠模中的凝固過程伴隨有各種物理化學現象:如熱的傳導,體積收縮,鋼液流動,碳氧反應,成分偏析等。由此形成不同的結晶結構和成分分布(見金屬的凝固)。
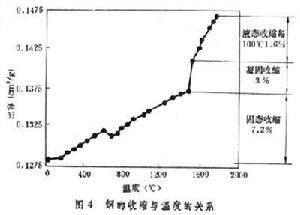
鋼液在鑄模中的凝固層厚度與凝固時間的平方根成正比,在冷卻和凝固過程中產生體積收縮,收縮與溫度的關係見圖4。
 鋼錠澆鑄
鋼錠澆鑄鋼錠的缺陷 在鑄錠過程中由於操作不當或注速、鑄溫控制不當,會使鑄成的錠有種種缺陷。常見的缺陷為:鋼錠表面的結疤、重皮和縱、橫裂紋,內部的殘餘縮孔、皮下氣泡、疏鬆和偏析,混入鋼中的耐火物和爐渣、灰塵造成的夾雜等。這些缺陷能大大降低鋼錠的成坯率,甚至使整個鋼錠報廢。(見彩圖)
 鋼錠澆鑄
鋼錠澆鑄 鋼錠澆鑄
鋼錠澆鑄弗萊明斯著,關玉龍等譯:《凝固過程》,冶金工業出版社,北京,1981。
(M.C.Flemings, SolidificationProcessing,McGraw-Hill, New York, 1974.)
蔣仲樂等:《煉鋼工藝及設備》,冶金工業出版社,北京,1981。
荒木透等:《鋼鉄製鍊の技術Ⅱ》,第二版,朝倉書店,東京都,1972。
