
鋁板帶連續鑄軋
正文
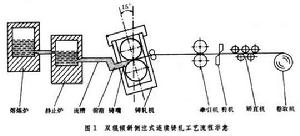
液體鋁連續通過旋轉的結晶器製成毛坯同時軋製成為板帶的一種金屬鑄軋方法(見連續鑄軋)。輕合金連續鑄造的工業性試驗是20世紀30年代進行的。1955年美國製成第一台鋁帶坯連續鑄軋機。後來出現了多種其他類型的連續鑄軋機。與傳統的鑄錠熱軋- 冷軋方法相比,連續鑄軋法的主要優點是:能源消耗少、一般可節省40%左右,設備投資小,生產周期短,有利於回收廢料,運輸費用少等,使生產成本低得很多。缺點是產品的力學性能較差,質量不如傳統方法生產的產品;鑄軋品種少;每台機組產量小等。連續鑄軋的產品主要用於食品、建築、汽車等民用工業。連續鑄軋大多使用工業純鋁和含鎂量低的鋁鎂合金為原料,生產帶坯厚度一般為6~10毫米,再經冷軋生產出成品板帶及箔材。連續鑄軋工藝有多種類型。主要差別在於結晶方法不同和結晶器的構造不同,因此,輔助工序和設備結構也就不同。連續鑄軋工藝是指液態金屬在輥式結晶器中凝固並進行塑性加工(軋制);而連鑄連軋工藝則是金屬在結晶器中凝固後,在後續的軋機上進行軋制。但一般並不嚴格區分這兩個名詞,時有混同。典型的雙輥傾斜側注式工藝流程見圖1。液體金屬由靜止爐通過流槽進入可控制液面高度的前箱中。前箱底部設有聯通橫澆道,使液體金屬經過分配器進入鑄嘴,並使金屬均勻分布成所要求的寬度。液體金屬由鑄嘴流出即與鑄軋機冷卻的輥面接觸。開始結晶,同時發生15%左右變形,隨後經過矯直,卷取成卷。圖2是二輥鑄軋金屬鑄軋區示意圖。鑄軋時兩輥之間有一個近似梯形的區間。在此區間要瞬時完成鑄和軋兩個過程,因此必須嚴格控制鑄軋區長度、澆鑄溫度、冷卻和鑄造速度、結晶瞬間液體金屬的供給量和液體金屬的膨脹壓力等工藝因素,才能使鑄軋正常進行。
 鋁板帶連續鑄軋
鋁板帶連續鑄軋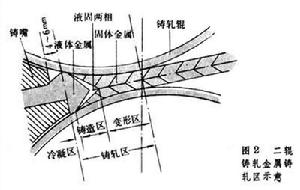 鋁板帶連續鑄軋
鋁板帶連續鑄軋