
 自動編程
自動編程在機械加工中,數控加工的份額日益增加。由於傳統數控加工依靠手工編程,效率低,易出錯,加工對象簡單,限制並影響了數控工具機的套用,自動編程正逐漸成為主要編程方式。本文介紹了自動編程發展、套用及現狀,最後闡述了幾種用於自動編程的軟體。
引言
自動編程(AutomaticProgramming)也稱為計算機編程。將輸入計算機的零件設計和加工信息自動轉
 自動編程
自動編程研究概況
1952年,美國的Person公司與麻省理工學院(MIT)合作研製出了的一台三坐標數控銑床,為了解決
 自動編程
自動編程現狀及發展
我國數控加工及編程技術的研究起步較晚,其研究始於航空工業的PCL數控加工自動編程系統SKC
 自動編程
自動編程我國在引用CAD/CAM系統的同時,也開展了自行研製工作。20世紀80年代以後,首先在航空工業開始集成化的數控編程系統的研究和開發工作,如西北工業大學成功研製成功的能進行曲面的3~5軸加工的PNU/GNC圖形編程系統;北京航空航天大學與第二汽車製造廠合作完成的汽車模具、氣道內複雜型腔模具的三軸加工軟體,與331廠合作進行了發動機葉輪的加工;華中理工大學1989年在微機上開發完成的適用於三維NC加工的軟體HZAPT;中京公司和北京航空航天大學合作研製的唐龍CAD/CAM系統,以北京工具機所為核心的JCS工具機開發的CKT815車削CAD/CAM一體化系統等。
到了20世紀90年代,回響國家開發自主產權的CAD/CAM的號召,開始了自行研製CAD/CAM軟體的工作,並取得了一些成果,如:由北京由清華大學和廣東科龍(容聲)集團聯合研製的高華CAD、由北京北航海爾軟體有限公司(原北京航空航天大學華正軟體研究所)研製的CAXA電子圖板和CAXAME製造工程師、由浙江大天電子信息工程有限公司開發的基於特徵的參數化造型系統GSCAD98、由廣州紅地技術有限公司和北京航空航天大學聯合開發的基於STEP標準的CAD/CAM系統金銀花。由華中理工大學機械學院開發的具有自主著作權的基於微機平台的CAD和圖紙管理軟體開目CAD、南京航空航天大學自行研製開發的超人2000CAD/CAM系統等,其中有一些系統已經接近世界水平。雖然我國的數控技術己開展多年,並取得了一定的成效,但始終未取得較大的突破。從總體來看,先進的是點,落後的是面,我國的數控加工及數控編程與世界先進水平相比,約有10一巧年的差距,差距主要包涵以下幾個方面:數控技術的硬體基礎落後,CAD/CAM支撐的軟體體系尚未形成,CAD/CAM軟體關鍵技術落後。
分類
自數控工具機問世以來,一些先進的工業國家都在大力開展自動編程技術,特別是近年來隨著計算機
 自動編程
自動編程數控語言編程系統是最早研製的,也是目前套用最廣泛的自動編程系統。它是用數控語言來編寫零件加工的源程式。與其他類型的自動編程系統相比,他是迄今為止套用最廣泛、功能最強、通用性最廣、技術最成熟的系統。APT是自動編程工具的簡稱,是一種對工件、刀具的幾何形狀及刀具相對於工件的運動等進行定義時所使用的一種接近英語符號的語言。把用APT語言書寫的零件加工程式輸入計算機,經計算機的APT語言編程系統編譯產生刀位檔案,然後進行數控加工後置處理,生成數控系統能接受的零件數控加工程式,稱為APT語言自動編程。採用APT語言編制數控加工程式具有程式簡練、走刀控制靈活等特點,使數控加工編程從面向工具機指令的“彙編語言”級,上升到面向幾何元素的點、線、面的高級語言級。由於計算機自動編程代替程式編制人員完成了繁瑣的數值計算工作,並省去了編寫程式單的工作量,因而可將編程效率提高數倍到數十倍,同時解決了手工編程中無法解決的許多複雜零件的編程問題。但APT仍有如下缺點與不足:零件的設計與加工之間用圖紙傳遞數據,阻礙了設計與製造的一體化;同時工藝過程規劃要工藝人員完成,對用戶的技術水平要求較高,既困難又容易出錯;用妙T語言描述零件模型一方面受語言描述能力的限制,另一方面也使妙T系統幾何定義過於龐大;APT語言缺少對零件形狀、刀具運動軌跡的直觀圖形顯示和刀具軌跡的驗證手段。這些缺點阻礙了編程效率和質量的進一步提高。
會話式自動編程系統為了克服數控語言編程系統的一些缺陷,在其基礎上發展了會話式自動編程系統,以日本的FAPT為例,其會話式編程系統除了幾何定義語句、刀具運動語句與原來的APT基本相同以外,由於增加了可以進行會話的命令,這樣它不僅能處理原來的APT零件源程式,而且還具有以下功能:可以隨時執行或暫停程式中的任意語句或語句組;可以隨時變更零件源程式,如刪去某些語句,修改或插入某些語句;對以前定義過的零件源程式的點或直線等數據,在以後的零件源程式中可以不再定義並加以使用;隨時可列印或不列印程式單或某一中間處理結果,如點、直線、圓的數據等;隨時可列印出修面向圖形特徵的自動數控編程技術研究改後的零件源程式單。但是,會話式編程系統也有其自身的缺點,主要是輸入零件信息時要有一個將圖紙信息進行轉換的過程,這種轉換過程由編程人員完成,因此容易產生人為錯誤。
數控圖形編程系統是一種計算機輔助編程技術,它通過專用的計算機軟體來實現。這種軟體通常以機械計算機輔助設計(CAD)軟體為基礎,利用CAD軟體的圖形編輯功能,將零件的幾何圖形繪製到計算機上,形成零件的圖形檔案;然後調用數控編程模組,採用人機互動的方式在計算機螢幕上指定被加工的部位,再輸入相應的加工工藝參數,計算機便可以自動進行必要的數學處理並編制出數控加工程式,同時在計算機螢幕上動態地顯示刀具的加工軌跡川。因為這種方法很大限度地減少了人為錯誤,很大限度地提高了編程效率和質量,被認為是目前效率較高的編程方法。更重要的是,由於圖形編程系統是從加工零件圖來生成數控加工指令單,計算機輔助設計的結果是圖形,故可利用CAD系統進行工件的設計,然後經過CAPP生成數控工具機上使用的工序卡,即可生成數控加工指令單。很顯然,這種編程方法具有速度快、精度高、直觀性、使用簡便、便於檢查等優點,因此,“圖形互動式自動編程”已經成為目前國內外先進的CAD/CAM軟體所普遍採用的數控編程方法。日本FANVC公司在FAPT編程系統基礎上開發了SFAPT系統。這種方法是在生產現場和數控裝置上,利用數控裝置的計算機、顯示螢幕(CRT)和圖形對話功能直接進行編程,故被稱為圖形人機對話編程系統。這種系統在數控車床、銑床上已有套用。以數控車床上的編程為例來說明這一方法和系統的概況。在數控系統上先用鍵盤輸入被加工工件的毛坯圖形和尺寸,在毛坯圖形上繪出零件的圖形和尺寸;選定並繪出工具機坐標系、工具機原點、工件坐標系、換刀位置並確定所用刀具;然後在零件圖上顯示加工部位,確定加工工序和給定所用切削工藝參數:最後在零件與毛坯圖上選定走刀路線,走刀次數,系統據此進行必要的計算;根據給定的工序和走刀路線,可以對工序進行增刪和編輯。這樣,無需轉換成程式介質,工具機便能按上面所確定的加工工序、加工路線與工藝參數自動加工出所需要的零件。根據需要也可以將上述的程式與內容存儲,以便保存或作為再次加工時輸入之用。
發展趨勢
20世紀70年代出現並迅速發展起來的GNC技術推動了CAD和CAM向一體化方向發展,促使計算機
 自動編程
自動編程原理
自動編程是藉助計算機及其外圍設備裝置自動完成從零件圖構造、零件加工程式編制到控制介質制
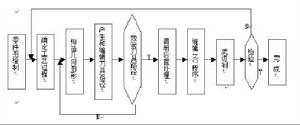 自動編程流程圖
自動編程流程圖相關詞條
參考文獻
[1]李剛.面向圖形特徵的自動數控編程技術研究[D].大連:大連理工大學,2004.
[2]廖友軍.蒸於二維工程圖特徵識別的數控車床的自動編程系統[D].長沙:中南大學,2007.
[3]許平.鈑金件可視化數控數控自動編程技術研究[D].昆明:昆明理工大學,2003.
