
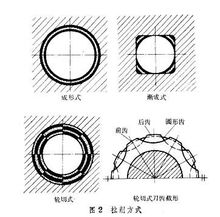
拉削方式
 拉刀
拉刀拉刀的結構和刀齒形狀與拉削方式有關。拉削方式通常分為分層拉削和分塊拉削兩類。
前者又分成形式和漸成式;後者又分輪切式和綜合輪切式。成形式拉刀各刀齒的廓形均與被加工表面的最終形狀相似;漸成式拉刀的刀齒形狀與工件形狀不同,工件的形狀是由各刀齒依次切削後逐漸形成。輪切式拉刀由多組刀齒組成,每組有幾個直徑相同的刀齒分別切去一層金屬中的一段,各組刀齒輪換切去各層金屬。綜合輪切式拉刀的粗切齒採用輪切式,精切齒採用成形式。輪切式拉刀切削厚度較分層拉削的拉刀大得多,具有較高的生產率,但製造較難。
拉刀常用高速鋼整體製造,也可做成組合式。硬質合金拉刀一般為組合式,因生產率高、壽命長,在汽車工業中常用於加工缸體和軸承蓋等零件,但硬質合金拉刀製造困難。生產拉刀的工廠有很多如《哈爾濱第一工具廠》《上海工具廠》《漢江工具廠》《重慶工具廠》《溫嶺市開元工具廠》等;
表面缺陷
在拉削過程中,拉削表面常見的缺陷有以下幾種:
劃傷
 拉刀拉削方式
拉刀拉削方式加工表面粗糙度基本符合要求,
但有局部劃傷缺陷時,應主要從使用方面進行檢查。例如,刀齒刃口是否有碰傷的缺口;刀齒(尤其是精切齒)上是否有附著的切屑未被清除乾淨;拉刀經過多次刃磨後容屑槽的形狀是否造成不光滑的台階形,以致使切屑捲曲不順利而擠壞.刀齒和劃傷加工表面等。此外,預加工孔的表面上若有氧化皮,也可能碰傷刀齒而造成局部劃傷缺陷。
擠亮點
是由於刀齒後刀面與已加工表面間產生較劇烈的擠壓摩擦而造成的。常用選擇合適的后角(尤其是粗切齒的后角不應太小)和齒升量;採用性能良好的切削液,並需澆注充足,以及採取對硬度高的工件進行適當的熱處理以降低其硬度等方法來消除這種缺陷。拉削後的表面上還會產生一些其它缺陷。
環狀波紋
 拉刀
拉刀其主要原因是拉削過程中切削力變化較大,拉刀工作不平穩,
使刀齒在圓周方向切削不均勻所致。為了消除這種缺陷,從設計方面主要檢查齒升量的選定是否合理;同時工作齒數是否太少;刃頻寬度是否均勻且偏小等,尤其要著重檢查校準部的前七八個刀齒的加工精度。從使用方面看,拉削速度不要過高;拉床的精度與剛度要好,不產生顫動現象;拉刀的彎曲與徑向跳動是否超差等。
拉刀刃磨
拉刀的磨損主要發生在後刀面上,龍其是在分屑槽的轉角處更為嚴重。一般磨損量VB 超過0.3mm 時需重磨。重磨時,一般在專用磨床上進行,如M6110型拉刀刃磨工具機,對於較為短小的拉刀,也可在萬能工具磨床用碟形砂輪沿前刀面進行刃磨。刃磨時應保持拉刀設計前角不變和達到預定的表面質量要求。
用弧線球面砂輪刃磨拉刀前刀面,是廣泛採用的刃磨圓孔拉刀的方法,所示。碟形砂輪與拉刀繞各自的軸線轉動,並使砂輪的周邊與前刀面上的m點接觸, m 點為前刀面與槽底圓弧的切點。
