
概述
 刨削
刨削在刨削的每個行程中,刨刀切入工件時產生衝擊,用硬質合金刨刀刨削鋼和鑄鐵的切削速度一般不超過60米/分,高速鋼刨刀不超過40米/分,且回程時刀具不參加切削,效率較低。因此刨削有被銑削、磨削和拉削代替的趨勢。但刨刀的製造簡單,安裝和調整方便,生產準備時間短,故在單件或小批生產中,刨削仍有一定的套用範圍。
對某些脆硬和高強度材料如矽鋼、淬硬鋼和花崗石等以及大平面的刨削,可採用自轉式滾切刨刀(又稱碗刀),以延長刨刀的壽命,而且在切削的同時還起到輾壓作用。
刨床
機械製造行業中,刨床占有一定的位置。它適合加工一些狹窄、細長的零件。如工具機的床身、箱體及其它零件上的平面、溝槽、成形面等。
刨床分類
1.牛頭刨床 牛頭刨床
牛頭刨床(1)概述
一種刨床,利用住復運動的刀具切割已固定在工具機工作平台上的工件〔一般用來加工較小工件)。機滑枕帶著刨刀,作直線住復運動的刨床,因滑枕前端的刀架形似牛頭而得名。
牛頭刨床主要用於單件小批生產中刨削中小型工件上的平面、成形面和溝槽。中小型牛頭刨床的主運動(見工具機)大多採用曲柄搖桿機構(見曲柄滑塊機構)傳動,故滑枕的移動速度是不均勻的。
大型牛頭刨床多採用液壓傳動,滑枕基本上是勻速運動。滑枕的返回行程速度大於工作行程速度。
(2)套用
適用於刨削長度不超過1000毫米的中小型零件。牛頭刨床的特點是調整方便,但由於是單刃切削,而且切削速度低,回程時不工作,所以生產效率低,適用於單件小批量生產。刨削精度一般為IT9-IT7,表面粗糙度Ra值為6.3-3.2um,牛頭刨床的主參數是最大刨削長度。
 龍門刨床
龍門刨床2.龍門刨床
(1)概述
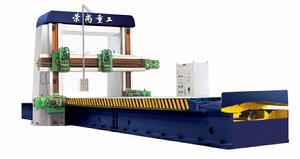
具有門式框架和臥式長床身的刨床。龍門刨床主要用於刨削大型工件,也可在工作檯上裝夾多個零件同時加工,是工業的母機。
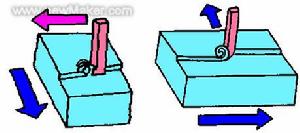
龍門刨床的工作檯帶著工件通過門式框架作直線往復運動,空行程速度大於工作行程速度。橫樑上一般裝有兩個垂直刀架,刀架滑座可在垂直面內迴轉一個角度,並可沿橫樑作橫向進給運動龍門刨床;刨刀可在刀架上作垂直或斜向進給運動;橫樑可在兩立柱上作上下調整。一般在兩個立柱上還安裝可沿立柱上下移動的側刀架,以擴大加工範圍工作檯回程時能機動抬刀,以免劃傷工件表面。
工具機工作檯的驅動可用發電機-電動機組或用可控矽直流調速方式,調速範圍較大,在低速時也能獲得較大的驅動力。有的龍門刨床還附有銑頭和磨頭,變型為龍門刨銑床和龍門刨銑磨床,工作檯既可作快速的主運動,也可作慢速的進給運動,主要用於重型工件在一次安裝中進行刨削、銑削和磨削平面等加工。
中國第一台龍門刨床於1953年4月在濟南第二工具機廠問世。
(2)套用
龍門刨床主要加工大型工件或同時加工多個工件。與牛頭刨床相比,從結構上看,其形體大,結構複雜,剛性好,從工具機運動上看,龍門刨床的主運動是工作檯的直線往復運動,而進給運動則是刨刀的橫向或垂直間歇運動,這剛好與牛頭刨床的運動相反。龍門刨床由直流電機帶動,並可進行無級調速,運動平穩。龍門刨床的所有刀架在水平和垂直方向都可平動。
龍門刨床主要用來加工大平面,尤其是長而窄的平面,一般可刨削的工件寬度達1米,長度在3米以上。龍門刨床的主參數是最大刨削寬度。
刨床型號
如B6050型,其中B表示屬刨床類,6表示屬牛頭刨床組,0表示屬牛頭刨床型,50表示了該刨床最大行程的1/10(即500mm)。
刨床組成
 刨床組成
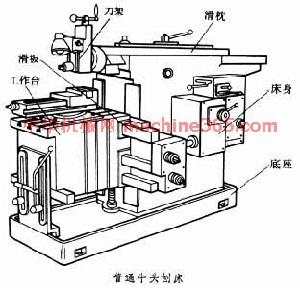
刨床組成一般由床身、滑枕、底座、橫樑、工作檯和刀架等部件組成。
1.床身 主要用來支承和連線工具機各部件。其頂面的燕尾形導軌供滑枕作往復運動。床身內部有齒輪變速機構和擺桿機構,供改變滑枕的往復運動速度和行程長短。
2.滑枕 主要用來帶動刨刀作往復直線運動(即主運動),前端裝有刀架,共內部裝有絲桿螺母傳動裝置,可用於改變滑枕的往復行程位置。
3.刀架 主要用來夾持刨刀。鬆開刀架上的手柄,滑板可以沿轉盤上的導軌帶動刨刀作上下移動;鬆開轉盤上兩端的螺母,扳轉一定的角度,可以加工斜面以及燕尾形零件。抬刀板可以繞刀座的軸轉動,使刨刀回程時,可繞軸自由上抬,減少刀具與工件的摩擦。
4.工作檯 主要用來安裝工件。檯面上有T形槽,可穿入螺栓頭裝夾工件或夾具。工作檯可隨橫樑上下調整,也可隨橫樑作橫向間歇移動,這個移動我們稱為進給運動。
加工工藝
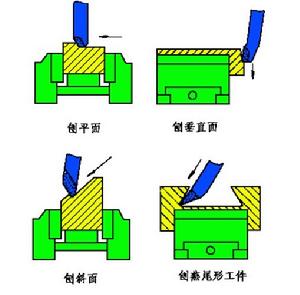
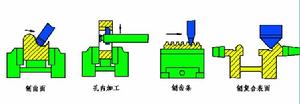
1.平面刨削方法
刨削方法必須針對不同表面加以制定,而且不同的表面套用不同刨刀才能加工。
(1)刨水平面
水平面既可以是零件所需要的加工表面,又可以用作精加工基準面。
水平面粗刨採用平面刨刀,精刨採用圓頭精刨刀。刨削用量一般為:刨削深度ap為0.2~0.5mm,進給量f為0.33~0.66mm/str,切削速度v為15~50m/min。粗刨時刨削深度和進給量可取大值,切削速度取低值;精刨時切削速度取高值,切削深度和進給量取小值。
對於兩個相對平面有平行度要求,兩相鄰平面有垂直度要求的矩形工件。設矩形四個平在按逆時針方向分別為1、2、3、4面。一般刨削方法是先刨出一個較大的平面1為基準面,然後將該基準面貼緊平口鉗鉗口一面,用圓棒或斜墊夾人基準面對面的鉗口中,刨削第2個平面,再刨削第2個平面相對的第4個面,最後刨削第1個面相對的第3個面。
在水平面刨削時,切削深度由手動控制刀架的垂直運動決定,進給量由進給運動手柄調整。
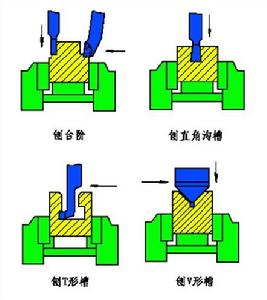
(2)刨垂直面
工件上如有不能或不便用水平面刨削方法加工的平面,可將該平面與水平面成垂直,然後用刨垂直面的方法進行加工,如加工台階面和長工件的端面。
垂直面的刨削由刀架作垂直進給運動實現。
刨削前,先將刀架轉盤刻度線對準零線,以保證加工面與工件低平面垂直,轉動刀架手柄,從上往下加工工件。手動進給刀架時保證刨刀是作垂直進給運動;再將刀座轉動至上端,偏離要加工垂直面10~15°左右,使抬刀板回程時,能帶動刨刀抬離工件的垂直面,減少刨刀磨損及避免劃傷已加工表面。
應注意刀座推偏時,偏刀的主刀刃應指向所加工的垂直面,不能將刨刀所偏方向及推偏方向選錯。另外,安裝偏刀時,刨刀伸出的長度應大於整個刨削麵的高度。
在垂直面刨削時,切削深度由工作檯水平手動控制,進給量由刀架轉動手柄調整。
(3)刨斜面
工件上的斜面有內斜面和外斜面兩種,如V型槽、燕尾槽由內斜面組成;V型楔、燕尾榫由外斜面組成。內斜面和外斜面均可由傾斜刀架法加工。
刨削前,先將轉盤與刀座一起轉動一定角度,再將刀座轉動至上端偏離所需加工的斜面12°左右,然後從上往下轉動刀架手柄刨削斜面。
注意應針對是內斜面還是外斜面來選擇左角度偏刀或右角度偏刀。一般內斜面左斜用左角度偏刀,外斜面左斜用右角度偏刀;內斜面右斜或外斜面右斜時則剛相反。角度偏刀伸出長度也應大於整個刨削斜面的寬度。
在進行斜面刨削時,切削深度與進給量的控制及調整同刨削垂直面一樣,但要注意刨斜面時,切削深度不可選得過大。
 加緊工具
加緊工具2.工件的裝夾
刨削平面時,工件的安裝一定要按基準面校直、墊牢、夾緊;刨垂直面時,待加工面應基本與工作檯垂直,與切削方向平行;刨斜面時,工件的安裝方法類似刨垂直面。
在工件安裝時,常用的有平口鉗安裝和壓板安裝,安裝過程中必須對工件進行找正,找正有兩種。
第一種按加工線找正。即先在工件上劃出加工線,然後在裝到夾具上夾緊前面按已劃線墊平找正;
第二種是在工件上已有較準的大平面,可作為基準面校平,最後夾緊。
刨刀
1.定義
用於刨削加工的、具有一個切削部分的刀具。
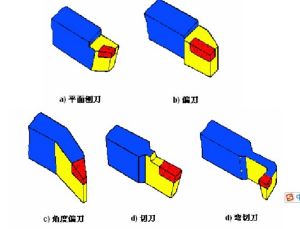
2.分類
刨刀常用的有平面刨刀、偏刀、角度偏刀、切刀、成形刨刀等幾種。
按所刨平面傾斜方向不同,又可將偏刀分為左、右偏刀。
刨刀的結構基本上與車刀類似,但刨刀工作時為斷續切削,受衝擊載荷。因此,在同樣的切削截面下,刀桿斷面尺寸較車刀大1.25~1.5倍,並採用較大的負刃傾角(-10°~-20°),以提高切削刃抗衝擊載荷的性能。為了避免刨刀刀桿在切削力作用下產生彎曲變形,從而使刀刃啃入工件,通常使用彎頭刨刀。重型機器製造中常採用焊接-機械夾固式刨刀,即將刀片焊接在小刀頭上,然後夾固在刀桿上,以利於刀具的焊接、刃磨和裝卸。在刨削大平面時,可採用滾切刨刀,其切削部分為碗形刀頭。圓形切削刃在切削力的作用下連續鏇轉,因此刀具磨損均勻,壽命很高。
安全操作規程
一、 起動前準備
1、 工件必須夾牢在夾具或工作檯上,夾裝工件的壓板不得長出工作檯,在工具機最大行程內不準站人。刀具不得伸出過長,應裝夾牢靠。
2、 校正工件時,嚴禁用金屬物猛敲或用刀架推頂工件。
3、 工件寬度超出單臂刨床加工寬度時,其重心對工作檯重心的偏移量不應大於工作檯寬度的四分之一。
4、 調整衝程應使刀具不接觸工件,用手柄搖動進行全行程試驗,滑枕調整後應鎖緊並隨時取下搖手柄,以免落下傷人。
5、 龍門刨床的床面或工件伸出過長時,應設防護欄桿,在欄桿內禁止通過行人或堆碼物品。
6、 龍門刨床在刨削大工件前,應先檢查工件與龍門柱、刀架間的預留空隙,並檢查工件高度限位器安裝是否安裝正確牢固。
7、 龍門刨的工作檯面和床面及刀架上禁止站人、存放工具和其它物品。操作人員不得跨越台面。
8、 作用於牛頭刨床手柄上的力,在工作檯水平移動時,不應超過8kg,上下移動時,不應超過10kg。
9、 工件裝卸、翻身時應注意銳邊、毛刺割手。
二、 運轉中注意事項
1、 在刨削行程範圍內,前後不得站人,不準將頭、手伸到牛頭前觀察切削部分和刀具,未停穩前,不準測量工件或清除切屑。
2、 吃刀量和進刀量要適當,進刀前應使刨刀緩慢接近工件。
3、 刨床必須先運轉後方準吃刀或進刀,在刨削進行中欲使刨床停止運轉時,應先將刨床退離工件。
4、 運轉速度穩定時,滑動軸承溫升不應超過60℃滾動軸承溫升不應超過80℃。
5、 進行龍門刨床工作檯行程調整時,必須停機,最大行程時兩端餘量不得少於0.45m。
6、 經常檢查刀具、工件的固定情況和工具機各部件的運轉是否正常。
三、 停機注意事項
1、 工作中如發現滑枕升溫過高;換向衝擊聲或行程振盪聲異響;或突然停車等不良狀況,應立即切斷電源;退出刀具,進行檢查、調整、修理等。
2、 停機後,應將牛頭滑枕或龍門刨工作檯面、刀架回到規定位置。
