
主要特點
 滑動軸承
滑動軸承滑動軸承吸收和傳遞相對運動零件間的力,保持兩零件的位置和定位精度。另外,還要將定向運動轉換為鏇轉運動(如往復活塞式發動機)。
組成結構
滑動軸承工作時發生的是滑動摩擦;滑動摩擦力的大小主要取決於製造精度;而滑動軸承摩擦力的大小主要取決於軸承滑動面的材料。滑動軸承一般工作面均具有自潤滑功能;滑動軸承按照材料分為非金屬滑動軸承和金屬滑動軸承。
非金屬滑動軸承主要以塑膠軸承為主,塑膠軸承一般都是採用性能比較好的工程塑膠製成;比較專業的廠家一般均具有工程塑膠自潤滑改性技術,通過纖維、特種潤滑劑、玻璃珠等等對工程塑膠進行自潤滑增強改性使之達到一定的性能,然後再用改性塑膠通過注塑加工成自潤滑的塑膠軸承。
金屬滑動軸承在二十一世紀初使用最多的就是三層複合軸承,這種軸承一般都是以碳鋼板為基板,通過燒結技術在鋼板上先燒結一層球形銅粉,然後再在銅粉層上燒結一層約0.03mm的PTFE潤滑劑;其中中間一層球形銅粉主要作用就是增強鋼板與PTFE之間的結合強度,當然在工作時還起到一定的承載和潤滑作用。
製造材料
1)金屬材料,如軸承合金、青銅、鋁基合金、鋅基合金等
軸承合金:軸承合金又稱白合金,主要是錫、鉛、銻或其它金屬的合金,由於其耐磨型好、塑性高、跑合性能好、導熱性好和抗膠和性好及與油的吸附性好,故適用於重載、高速情況下,軸承合金的強度較小,價格較貴,使用時必須澆鑄在青銅、鋼帶或鑄鐵的軸瓦上,形成較薄的塗層。
2)多孔質金屬材料(粉末冶金材料)
多孔質金屬材料:多孔質金屬是一種粉末材料,它具有多孔組織,若將其浸在潤滑油中,使微孔中充滿潤滑油,變成了含油軸承,具有自潤滑性能。多孔質金屬材料的韌性小,只適應於平穩的無衝擊載荷及中、小速度情況下。
3)非金屬材料
軸承塑膠:常用的軸承塑膠有酚醛塑膠、尼龍、聚四氟乙烯等,塑膠軸承有較大的抗壓強度和耐磨性,可用油和水潤滑,也有自潤滑性能,但導熱性差。
損傷及預防
損傷
滑動軸承在工作時由於軸頸與軸瓦的接觸會產生摩擦,導致表面發熱、磨損甚而“咬死”,所以在設計軸承時,應選用減摩性好的滑動軸承材料製造軸瓦,合適的潤滑劑並採用合適的供應方法,改善軸承的結構以獲得厚膜潤滑等。
1、瓦面腐蝕:光譜分析發現有色金屬元素濃度異常;譜中出現了許多有色金屬成分的亞微米級磨損顆粒;潤滑油水分超標、酸值超標。
2、軸頸表面腐蝕:光譜分析發現鐵元素濃度異常,鐵譜中有許多鐵成分的亞微米顆粒,潤滑油水分超標或酸值超標。
3、軸頸表面拉傷:鐵譜中有鐵系切削磨粒或黑色氧化物顆粒,金屬表面存在回火色。
4、瓦背微動磨損:光譜分析發現鐵濃度異常,鐵譜中有許多鐵成分亞微米磨損顆粒,潤滑油水分及酸值異常。
5、軸承表面拉傷:鐵譜中發現有切削磨粒,磨粒成分為有色金屬。
6、瓦面剝落:鐵譜中發現有許多大尺寸的疲勞剝落合金磨損顆粒、層狀磨粒。
7、軸承燒瓦:鐵譜中有較多大尺寸的合金磨粒及黑色金屬氧化物。
8、軸承磨損:由於軸的金屬特性(硬度高,退讓性差)等原因,易造成粘著磨損、磨料磨損、疲勞磨損、微動磨損等狀況。
預防方法
漆銹的預防:漆銹的特點是在一個密封式電機,一開始電機聽起來不錯,但在一段時間的倉庫,電動機變得非常不正常的聲音,除去軸承嚴重生鏽。許多製造商將被視為前軸承的問題,主要的問題是,出的絕緣漆揮發酸在一定的溫度,濕度金屬的腐蝕與防護,腐蝕性物質的形成,渠道滑動軸承造成腐蝕損壞。
滑動軸承壽命是製造,組裝,使用密切相關,必須使每一個環節,才能使國家運作的最好的軸承,從而延長軸承的使用壽命。
1、部分企業在生產塗裝機軸承的過程中沒有嚴格按清洗防鏽規程和油封防鏽包裝的要求對加工過程中的塗裝機軸承零件和裝配後的塗裝機軸承成品進行防鏽處理。如套圈在周轉過程中周轉時間太長,外圈外圓接觸有腐蝕性的液體或氣體等。
2、部分企業在生產中使用的防鏽潤滑油、清洗煤油等產品的質量達不到工藝技術規定的要求。
3、由於塗裝機軸承鋼價格一降再降,從而造成塗裝機軸承鋼材質逐漸下滑。如鋼材中非金屬雜質含量偏高(鋼材中硫含量的升高使材料自身抗鏽蝕性能下降),金相組織偏差等。現生產企業所用的塗裝機軸承鋼來源較雜,鋼材質量更是魚龍混珠。
4、部分企業的環境條件較差,空氣中有害物含量高,周轉場地太小,難以進行有效的防鏽處理。再加上天氣炎熱,生產工人違反防鏽規程等現象也不乏存在。
5、一些企業的防鏽紙、尼龍紙(袋)和塑膠筒等塗裝機滑動軸承包裝材料不符合滾動塗裝機軸承油封防鏽包裝的要求也是造成鏽蝕的因素之一。
6、部分企業塗裝機滑動軸承套圈的車削餘量和磨削餘量偏小,外圓上的氧化皮、脫碳層未能完全去除也是原因之一。
產品分類
 軸承
軸承滑動軸承種類很多:
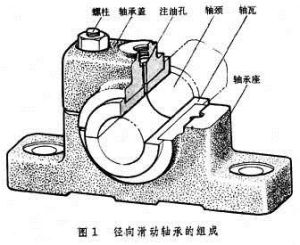
①按能承受載荷的方向可分為徑向(向心)滑動軸承和推力(軸向)滑動軸承兩類。
②按潤滑劑種類可分為油潤滑軸承、脂潤滑軸承、水潤滑軸承、氣體軸承、固體潤滑軸承、磁流體軸承和電磁軸承7類。
③按潤滑膜厚度可分為薄膜潤滑軸承和厚膜潤滑軸承兩類。
④按軸瓦材料可分為青銅軸承、鑄鐵軸承、塑膠軸承、寶石軸承、粉末冶金軸承、自潤滑軸承和含油軸承等。
⑤按軸瓦結構可分為圓軸承、橢圓軸承、三油葉軸承、階梯面軸承、可傾瓦軸承和箔軸承等。
軸瓦分為剖分式和整體式結構。為了改善軸瓦表面的摩擦性質,常在其內徑面上澆鑄一層或兩層減摩材料,通常稱為軸承襯,所以軸瓦又有雙金屬軸瓦和三金屬軸瓦。
軸瓦或軸承襯是滑動軸承的重要零件,軸瓦和軸承襯的材料統稱為軸承材料。由於軸瓦或軸承襯與軸頸直接接觸,一般軸頸部分比較耐磨,因此軸瓦的主要失效形式是磨損。
軸瓦的磨損與軸頸的材料、軸瓦自身材料、潤滑劑和潤滑狀態直接相關,選擇軸瓦材料應綜合考慮這些因素,以提高滑動軸承的使用壽命和工作性能。
製作方法
國內針對滑動軸承磨損一般採用的是補焊、鑲軸套、打麻點等方法,但當軸的材質為45號鋼(調質處理)時,如果僅採用堆焊處理,則會產生焊接內應力,在重載荷或高速運轉的情況下,可能在軸肩處出現裂紋乃至斷裂的現象,如果採用去應力退火,則難於操作,且加工周期長,檢修費用高;當軸的材質為HT200時,採用鑄鐵焊也不理想。一些維修技術較高的企業會採用電刷鍍、雷射焊、微弧焊甚至冷焊等,這些維修技術往往需要較高的要求及高昂的費用。
對於以上修復技術,在歐美日韓企業已不太常見,已開發國家一般採用的是高分子複合材料技術和納米技術,高分子技術可以現場操作,有效提升了維修效率,且降低了維修費用和維修強度。
注意問題
 軸承
軸承1、要使油膜能順利地進入摩擦表面。
2、油應從非承載面區進入軸承。
3、不要使全環油槽開在軸承中部。
4、如油瓦,接縫處開油溝。
5、要使油環給油充分可靠。
6、加油孔不要被堵。
7、不要形成油不流動區。
8、防止出現切斷油膜的銳邊和稜角。
滑動軸承也可用潤滑脂來潤滑,在選擇潤滑脂時應考慮下列幾點:
(1)軸承載荷大,轉速低時,應選擇錐入度小的潤滑脂,反之要選擇錐入度大的。高速軸承選
用錐入度小些、機械安定性好的潤滑脂。特別注意的是潤滑脂的基礎油的粘度要低一些。
(2)選擇的潤滑脂的滴點一般高於工作溫度20-30℃,在高溫連續運轉的情況下,注意不要超過潤滑脂的允許使用溫度範圍。
(3)滑動軸承在水淋或潮濕環境裡工作時,應選擇抗水性能好的鈣基、鋁基或鋰基潤滑脂。
(4)選用具有較好粘附性的潤滑脂。
 軸承
軸承載荷<1MPa,軸頸圓周速度1m/s以下,最高工作溫度75℃,選用3號鈣基脂;
載荷1-6.5MPa,軸頸圓周速度0.5-5m/s,最高工作溫度55℃,選用2號鈣基脂;
載荷>6.5MPa,軸頸圓周速度0.5m/s以下,最高工作溫度75℃,選用3號鈣基脂;
載荷<6.5MPa,軸頸圓周速度0.5-5m/s,最高工作溫度120℃,選用2號鋰基脂;
載荷>6.5MPa,軸頸圓周速度0.5m/s以下,最高工作溫度110℃,選用2號鈣-鈉基脂;
載荷1-6.5MPa,軸頸圓周速度1m/s以下,最高工作溫度50-100℃,選用2號鋰基脂;
載荷>5MPa軸頸圓周速度0.5m/s,最高工作溫度60℃,選用2號壓延機脂;
在潮濕環境下,溫度在75-120℃的條件下,應考慮用鈣-鈉基脂潤滑脂。在潮濕環境下,工作溫度在75℃以下,沒有3號鈣基脂,也可用鋁基脂。工作溫度在110-120℃時,可用鋰基脂或鋇基脂。集中潤滑時,稠度要小些。
 軸承
軸承偶然工作,不重要零件:軸轉速<200r/min,潤滑周期5天一次;軸轉速>200r/min,潤滑周期3天一次。
間斷工作:軸轉速<200r/min,潤滑周期2天一次;軸轉速>200r/min,潤滑周期1天一次。
連續工作,工作溫度小於40℃:軸轉速<200r/min,潤滑周期1天一次;軸轉速>200r/min,潤滑周期每班一次。
連續工作,工作溫度40-100℃:軸轉速<200r/min,潤滑周期每班一次;軸轉速>200r/min,潤滑周期每班二次。
既要使軸頸與滑動軸承均勻細密接觸,又要有一定的配合間隙。
是指軸頸與滑動軸承的接觸面所對的圓心角。接觸角不可太大也不可太小。接觸角太小會使滑動軸承壓強增加,嚴重時會使滑動軸承產生較大的變形,加速磨損,縮短使用壽命;接觸角太大,會影響油膜的形成,得不到良好的液體潤滑。
試驗研究表明,滑動軸承接觸角的極限是120°。當滑動軸承磨損到這一接觸角時,液體潤滑就要破壞。因此再不影響滑動軸承受壓條件的前提下,接觸角愈小愈好。從摩擦力距的理論分析,當接觸角為60°時,摩擦力矩最小,因此建議,對轉速高於500r/min的滑動軸承,接觸角採用60°,轉速低於500r/min的滑動軸承,接觸角可以採用90°,也可以採用60°。
軸頸與滑動軸承表面的實際接觸情況,可用單位面積上的實際接觸點數來表示。接觸點愈多、愈細、愈均勻,表示滑動軸承刮研的愈好,反之,則表示滑動軸承刮研的不好。一般說來接觸點愈細密愈多,刮研難度也愈大。生產中應根據滑動軸承的性能和工作條件來確定接觸點,下表所列資料可供參考:
滑動軸承轉速(r/min)接觸點
(每25×25毫米麵積上的接觸點數)
100以下3~5
100~50010~15
500~100015~20
1000~200020~25
2000以上25以上
Ⅰ級和Ⅱ級精度的機械可採用上表數據,Ⅲ級精度的機械可按上表數據減半。
維護方法
損壞類型損壞原因及處理方法
膠合軸承過熱、載荷過大,操作不當或溫度控制系統失靈
1、在運動中如發現軸承過熱,應立即停車檢查,最好使轉子在低速下繼續運轉,或繼續供油一段時間,直到軸瓦冷下來為止。不然,軸瓦上的巴氏合金由於膠合而粘在軸頸上,修起來麻煩。
2、防止潤滑油不足或油中混入雜質,以及轉子安裝不對中。
3、膠合損壞較輕的軸瓦可以用刮研修理方法消除,繼續使用。
疲勞破裂由於不平衡引起的振動、軸的撓曲與邊緣載荷、過載等,引起軸承巴氏合金疲勞破裂。軸承檢修安裝質量不高
1、提高安裝質量,減少軸承振動。
2、防止偏載和過載。
3、採用適宜的巴氏合金以及新的軸承結構。
4、嚴格控制軸承溫升。
拉毛由於潤滑油把大顆粒的污垢帶入軸承間隙內,並嵌藏在軸承軸襯上,使軸承與軸頸(或止推盤)接觸時,形成硬痂,在運轉時會嚴重地刮傷軸的表面,拉毛軸承注意油路潔淨,尤其是檢修中,應注意將金屬屑或污物清洗乾淨。
磨損及刮傷由於潤滑油中混有雜質、異物及污垢。檢修方法不妥,安裝不對中。使用維護不當,質量控制不嚴。
1、清洗軸頸、油路、油過濾器,並更換潔淨的符合質量要求的潤滑油。
2、配上修刮後的軸瓦或新軸瓦。
3、如發現安裝不對中,應及時找正。
4、注意檢修質量。
穴蝕由於軸承結構不合理(軸承上開的油污不合理),軸的振動,油膜中形成蒸汽泡,蒸汽泡破裂,軸瓦局部表面產生真空,引起小塊剝落產生穴蝕破壞1、增大供油壓力。
2、改善軸瓦油溝、油槽形狀,修飾溝槽的邊緣或形狀,以改進油膜流線的形狀。
3、減少軸承間隙,減少軸心晃動。
4、換較適宜的軸瓦材料。
電蝕由於絕緣不好或接地不良,或產生靜電,在軸頸與軸瓦之間形成一定的電壓,穿透軸頸與軸瓦之間的油膜而產生電火花,把軸瓦打成麻坑1、檢查機器的絕緣情況,特別要注意一些保護裝置(如熱電阻、熱電偶等)的導線是否絕緣完好。
2、檢查機器接地情況。
3、如果電蝕後損壞不太嚴重,可以刮研軸瓦。
4、檢查軸頸,如果軸頸上產生電蝕麻坑、應打磨軸頸去除麻坑。
國家標準
1GB/T14910-1994滑動軸承厚壁多層軸承襯背技術要求
2GB/T16748-1997滑動軸承金屬軸承材料的壓縮試驗
3GB/T18323-2001滑動軸承燒結軸套的尺寸和公差
4GB/T18324-2001滑動軸承銅合金軸套
5GB/T18325.1-2001滑動軸承流體動壓潤滑條件下試驗機內和實際套用的滑動軸承疲勞強度
6GB/T18326-2001滑動軸承薄壁滑動軸承用金屬多層材料
7GB/T18327.1-2001滑動軸承基本符號
8GB/T18329.1-2001滑動軸承多層金屬滑動軸承結合強度的超音波無損檢驗
9GB/T18327.2-2001滑動軸承套用符號
10GB/T18844-2002滑動軸承損壞和外觀變化的術語、特徵及原因
11GB/T21466.3-2008穩態條件下流體動壓徑向滑動軸承圓形滑動軸承第3部分:許用的運行參數
12GB/T21466.1-2008穩態條件下流體動壓徑向滑動軸承圓柱滑動軸承第1部分:計算過程
13GB/T21466.2-2008穩態條件下流體動壓徑向滑動軸承圓形滑動軸承第2部分:計算過程中所用函式
14GB/T7308-2008滑動軸承有法蘭或無法蘭薄壁軸瓦公差、結構要素和檢驗方法
15GB/T10447-2008滑動軸承半圓止推墊圈要素和公差
16GB/T10446-2008滑動軸承整圓止推墊圈尺寸和公差
17GB/T2889.1-2008滑動軸承術語、定義和分類第1部分:設計、軸承材料及其性能
18GB/T23893-2009滑動軸承用熱塑性聚合物分類和標記
19GB/T23895-2009滑動軸承薄壁軸瓦質量保證縮小軸承間隙範圍的選擇裝配
20GB/T18325.3-2009滑動軸承軸承疲勞第3部分:金屬多層軸承材料平帶試驗
21GB/T18325.2-2009滑動軸承軸承疲勞第2部分:金屬軸承材料圓柱形試樣試驗
22GB/T23896-2009滑動軸承薄壁軸瓦質量保證設計階段的失效模式和效應分析(FMEA)
23GB/T18325.4-2009滑動軸承軸承疲勞第4部分:金屬多層軸承材料軸瓦試驗
24GB/T23894-2009滑動軸承銅合金鑲嵌固體潤滑軸承
25GB/T23892.2-2009滑動軸承穩態條件下流體動壓可傾瓦塊止推軸承第2部分:可傾瓦塊止推軸承的計算函式
26GB/T23892.1-2009滑動軸承穩態條件下流體動壓可傾瓦塊止推軸承第1部分:可傾瓦塊止推軸承的計算
27GB/T23892.3-2009滑動軸承穩態條件下流體動壓可傾瓦塊止推軸承第3部分:可傾瓦塊止推軸承計算的許用值
28GB/T23891.1-2009滑動軸承穩態條件下流體動壓瓦塊止推軸承第1部分:瓦塊止推軸承的計算
29GB/T23891.2-2009滑動軸承穩態條件下流體動壓瓦塊止推軸承第2部分:瓦塊止推軸承的計算函式
30GB/T23891.3-2009滑動軸承穩態條件下流體動壓瓦塊止推軸承第3部分:瓦塊止推軸承計算的許用值
31GB/T2889.4-2011滑動軸承術語、定義和分類第4部分:基本符號
32GB/T27939-2011滑動軸承幾何和材料質量特性的質量控制技術和檢驗
33GB/T12613.6-2011滑動軸承卷制軸套第6部分:內徑檢驗
34GB/T27938-2011滑動軸承止推墊圈失效損壞術語、外觀特徵及原因
35GB/T12613.1-2011滑動軸承卷制軸套第1部分:尺寸
36GB/T12613.2-2011滑動軸承卷制軸套第2部分:外徑和內徑的檢測數據
37GB/T12613.3-2011滑動軸承卷制軸套第3部分:潤滑油孔、油槽和油穴
38GB/T12613.4-2011滑動軸承卷制軸套第4部分:材料
39GB/T12613.5-2011滑動軸承卷制軸套第5部分:外徑檢驗
40GB/T12613.7-2011滑動軸承卷制軸套第7部分:薄壁軸套壁厚測量
41GB/T2688-2012滑動軸承粉末冶金軸承技術條件
42GB/T28278.1-2012滑動軸承穩態條件下不帶回油槽流體靜壓徑向滑動軸承第1部分:不帶回油槽油潤滑徑向滑動軸承的計算
43GB/T28279.1-2012滑動軸承穩態條件下帶回油槽流體靜壓徑向滑動軸承第1部分:帶回油槽油潤滑徑向滑動軸承的計算
44GB/T28279.2-2012滑動軸承穩態條件下帶回油槽流體靜壓徑向滑動軸承第2部分:帶回油槽油潤滑徑向滑動軸承計算的特性值
45GB/T28278.2-2012滑動軸承穩態條件下不帶回油槽流體靜壓徑向滑動軸承第2部分:不帶回油槽油潤滑徑向滑動軸承計算的特性值
46GB/T28280-2012滑動軸承質量特性機器能力及過程能力的計算
47GB/T28281-2012滑動軸承質量特性統計過程控制(SPC)
48GB/T10445-1989滑動軸承整體軸套的軸徑
49GB/T12948-1991滑動軸承雙金屬結合強度破壞性試驗方法
50GB/T12949-1991滑動軸承覆有減摩塑膠層的雙金屬軸套
