
簡介
用途
平口鉗是用於銑床、鑽床、磨床,用來夾持工件的工具機附屬檔案。
工作原理
 平口鉗
平口鉗用扳手轉動絲槓,通過絲槓螺母帶動活動鉗身移動,形成對工件的加緊與鬆開。被夾工件的尺寸不得超過70毫米。
構造
平口鉗的裝配結構是可拆卸的螺紋連線和銷連線;活動鉗身的直線運動是由螺鏇運動轉變的;工作表面是螺鏇副、導軌副及間隙配合的軸和孔的摩擦面。平口鉗組成簡練,結構緊湊。
位置校正
在加工時,尤其是加工互相關連的表面時,應事先仔細校正平口鉗在工作檯的縱向、橫向及水平位置,方可進行刨削。
(1)縱向位置的校正
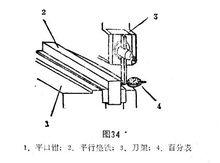 縱向位置校正
縱向位置校正在平口鉗內夾一塊平行墊鐵,在刀架上裝一個百分表,使百分表的觸頭與平行墊鐵側面接觸,表的壓縮量控制在0.2毫米左右。然後移動滑枕,看百分表指針是否擺動,如錶針不動,說明平口鉗的縱向位置正確;如果錶針擺動,可鬆開平口鉗底座螺母,然後轉動平口鉗再調整,直至錶針不動為止。
(2)橫向位置的校正
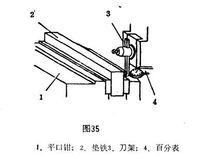 橫向位置校正
橫向位置校正將平口鉗的角度轉過90,使百分表仍然與平行墊鐵的側面接觸,然後移動工作檯,根據錶針擺動情況進行調整。
(3)水平位置的校正
平口鉗的水平位置也要在橫向與縱向兩個方向調整。校正縱向水平時,在平口鉗內夾一個角尺,使百分表觸頭與角尺上棱面接觸,然後移動滑枕進行調整。校正橫向水平時,在平口鉗鉗身滑動面上放一個平行墊鐵,然後將百分表觸頭與平行墊鐵上平面接觸,移動工作檯,根據錶針擺動情況進行調整。
注意事項
(1)工件的被加工面必須高出鉗口,否則就要用平行墊鐵墊高工件。
(2)為了能裝夾得牢固,防止刨削時工件鬆動,必須把比較乾整的平面貼緊在墊鐵和鉗口上。要使工件貼緊在墊鐵上,應該一面夾緊,一面用手錘輕擊工件的子面,光潔的平面要用銅棒進行敲擊以防止敲傷光潔表面。
(3)使用墊鐵夾緊工件時,要用木錘或銅手錘輕擊工件的上乎面,使工件貼緊墊鐵。夾緊後,要用手抽動墊鐵,如有鬆動,說明工件與墊鐵貼合不好,刨削時工件可能會移動。應鬆開平口鉗重新夾緊。
(4)裝夾剛性較差的工件時,為了防止工件變形,應先將工件的薄弱部分作出支撐或墊實。
(5)如果工件按劃線加工,可用劃線盤或內卡鉗來校正工件。
