
概念
定義
 32mm系統
32mm系統用這個製造系統組織生產獲得的標準化零部件,可以組裝成採用圓榫結合的固定式家具,或採用各類現代五金件組裝成的拆裝式家具。不論是哪種家具,其連線“接口”都要求處在32mm方格網店的鑽孔位置上。因其基本模數為32mm,所以稱之為“32mm系統”。
基本含義
1、孔距為32
2、轉孔直徑為5
3、板面側邊到第一排排孔中心距離為37
4、平行的排孔中心之間間距應為32
5、當板面上下端面與排孔第一個孔和最後一個孔的距離相同時,更能體現出32系統的優點
6、當板面的前後和後邊到排孔的距離都是37時,同樣更能體現此系統的優點
特點
主要特點
 32mm系統
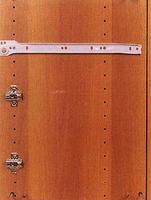
32mm系統以櫃體的旁板為中心,因為旁板幾乎與櫃類家具的所有零部件都發生關係,旁板前後兩側加工的排孔間距均為32mm或32mm的倍數。
由櫃類家具的構成分析可知,櫃體框架由頂底板、旁板、背板等結構部件構成,而活動部件如門、抽屜和擱板等則屬功能部件。因為門、抽屜和擱板都要與旁板連線,32mm系統就是通過上述規範將五金件的安裝納入同一個系統,因而要在旁板上預鑽孔,也就是規範里的系統孔,用於所有32mm系統五金件(如鉸鏈底座、抽屜滑道和擱板支承等)的安裝。顯然,預鑽系統孔可以實現旁板的通用,不論怎樣配置門、抽屜,總可以找到相應的系統孔用以安裝緊固螺釘;還希望門、抽屜能夠互換,以形成系列化產品。
預鑽孔根據用途的不同分為結構孔和系統孔,結構孔主要用於連線水平結構板,系統孔用於安裝鉸鏈低座、抽屜滑道和擱板等。
綜上所述,32mm系統的精髓便是建立在模數化基礎上的零部件的標準化,在設計時不是針對一個產品而是考慮一個系列,其中的系列部件因模數關係而相互關聯;其核心是旁板、門和抽屜的標準化、系列化。32mm系統的精髓是通過零部件的標準化來提高生產效率、降低生產成本;同時,它使家具的多功能組合變化成為可能。
為了方便鑽孔加工,32mm系統一般都採用“對稱原則”設計和加工旁板上的安裝孔。
32mm系統採用基孔制配合,鑽頭直徑均為整數值,並成系列。
對稱原則
所謂“對稱原則”,就是使旁板的安裝孔上下左右對稱分布。同時,處在同一水平線上的結構孔、系統孔以及同一垂直線上的系統孔之間,均保持32m的孔距關係。這樣做的優點是:同一系列內所有尺寸相同的旁板,可以不分上下左右,在同一鑽孔模式下完成加工,從而達到最大限度地節省鑽孔時間。
系統標準
根據海蒂詩(Hettich)公司的英文版手冊,32mm系統規範主要有三點:系統孔直徑5mm系統孔中心距側板邊緣37mm;系統孔在豎直方向上中心距為32mm的倍數。是針對大批量生產的櫃類家具進行的模數化設 計,即以旁板為骨架,鑽上成排的孔,用以安裝門、抽屜、擱板等。
通用系統的標準孔徑一般為5mm,孔深為13mm;當系統孔用作結構孔時,其孔徑按結構配件的要求而定,一般常用的孔徑為5mm、8mm、10mm和15mm等。
結構設計規範
| 項 目 | 要 求 | |
| 基本要求 | 接口形式 | 板件一律採用鑽孔作為接口,中間通過圓榫、五金件相互連線,配件直接裝於圓孔中 |
| 接口位置 | 全部接口都設在點距為32mm的方格網點上 | |
| 零部件的加工精度 | 需達到0.1~0.2mm | |
| 接口 孔徑 系列 | 第一級 | ∮=0.3mm,用於擰入緊固螺釘 |
| 第二級 | ∮=5、8、10mm,用於嵌裝連線桿件 | |
| 第三級 | ∮=15、20、25、30mm,用於嵌裝連線母件 | |
| 第四級 | ∮=26、35mm,用於嵌裝暗鉸鏈 | |
| 配 件 | 必須用接口與精度均符合要求的32mm系統專用配件 | |
| 板 件▲ | 材料 | 適用飾面刨花板、飾面中密度纖維板、細木工板等實心板以及實木拼版 |
| 厚度(mm) | ≥16,常用16~25(最常用20) | |
| 形狀、結構 | 優先採用上下、左右軸對稱的設計,以便於鑽孔等加工 | |
▲此處板件僅指承重件,包括旁板、面板、底板、擱板、擱板等。背板因需而定,不受此限
