鋼球軋制(steelballrolling)。用孔型斜軋生產鋼球的軋制工藝。
 鋼球軋制過程
鋼球軋制過程鋼球分類
主要有軸承鋼球和球磨鋼球等。過去,鋼球生產多半採用鍛造、冷鐓和鑄造等方法製造,生產率低,勞動條件差,成本高。現多採用螺旋孔型斜軋工藝生產。既可採用單頭孔型軋制,也可採用多頭孔型軋制。單頭螺旋孔型是指軋輥上只258有一條螺旋孔型,而多頭螺旋孑L型則指軋輥上有兩條或兩條以上的螺旋孔型。生產上多採用兩頭、三頭或四頭螺旋孔型軋制,軋輥每轉一轉可以生產出兩件、三件或四件產品,生產率成倍增長。鋼球軋制多採用熱軋,小直徑的鋼球可以冷軋。
過程
熱軋鋼球時,先用感應加熱裝置把直徑比軋出球的直徑小4%左右的圓鋼毛坯加熱至850~1100℃,滾珠軸承鋼取下限。加熱好的棒料送入斜軋機進行軋制。
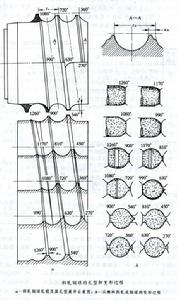
軋輥軸線與軋制線傾斜一定角度。軋輥上有螺旋孔型。軋件螺旋前進。在螺旋孔型作用下,圓鋼逐漸變成球形,球形間連線頸部分越來越細,最後斷開而獲得鋼球。軋後的鋼球經過進一步處理後即得到成品鋼球。軋輥孔型由成形段和精整段兩部分組成。成形段孔型完成咬入毛坯,並把圓棒軋成球形。精整段中軋件受到精整並同毛坯分離。孔型總長度在1170~~1350’,之間。軸承鋼球一般取精整部分為一圈左右。成形段為一圈半至兩圈。成形段過長會使棒料在孔型中旋轉次數增多,易造成鋼球中心疏鬆和孔腔。
球磨鋼球孔型t原則與軸承鋼球的基本相同。但球磨鋼球斜軋孔型精整凸棱升高至(或略高於)軋件軸線,以將軋件尾巴切淨。精整段孔型的凸棱是平直的,不需開儲料槽。球磨鋼球孔型精整段比軸承鋼球孔型加長較多。其孔型總長度一般取1260~~1350o。對小尺寸的錐面圓柱滾子常採用單腔軋制即一個軋輥帶螺旋孔型,另一個軋輥是不帶孔型的光輥。
