![線切割[中走絲]](/img/8/096/nBnauM3X4EDO4gzN1gDO0MjN3QTM4ADNwADM0QTNwAzMwIzL4gzLwgzLt92YucmbvRWdo5Cd0FmLyE2LvoDc0RHa.jpg "線切割[中走絲]")
概述
 電火花線切割工具機
電火花線切割工具機線切割是一種電加工工具機,靠鉬絲通過電腐蝕切割金屬(特別是硬材料、行狀複雜零件),屬電加工範疇、電加工是所有金屬切割設備里特有的特種加工方式。
原理
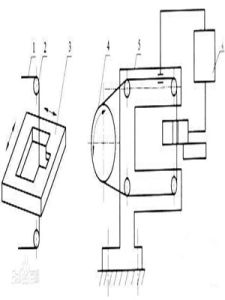
其工作原理如下圖所示。繞在運絲筒4上的電極絲沿運絲筒的迴轉方向以一定的速度移動,裝在工具機工作檯上的工件3由工作檯按預定控制軌跡相對於電極絲做成型運動。脈衝電源的一極接工件,另一極接電極絲。在工件與電極絲之間總是保持一定的放電間隙且噴灑工作液,電極之間的火花放電蝕出一定的縫隙,連續不斷的脈衝放電就切出了所需形狀和尺寸的工件。
 加工原理圖
加工原理圖電火花線切割(Wire-cut Electrical Discharge Machining,簡稱WEDM),有時又稱線切割。其基本工作原理是利用連續移動的細金屬絲(稱為電極絲)作電極,對工件進行脈衝火花放電蝕除金屬、切割成型。它主要用於加工各種形狀複雜和精密細小的工件,例如沖裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、樣板、電火花成型加工用的金屬電極,各種微細孔槽、窄縫、任意曲線等,具有加工餘量小、加工精度高、生產周期短、製造成本低等突出優點,已在生產中獲得廣泛的套用,目前國內外的電火花線切割工具機已占電加工工具機總數的60%以上。
根據電極絲的運行速度不同,電火花線切割工具機通常分為兩類:一類是高速走絲電火花線切割工具機(WEDM-HS),其電極絲作高速往復運動,一般走絲速度為8~10m/s,電極絲可重複使用,加工速度較高,但快速走絲容易造成電極絲抖動和反向時停頓,使加工質量下降,是我國生產和使用的主要機種,也是我國獨創的電火花線切割加工模式;另一類是低速走絲電火花線切割工具機(WEDM-LS),其電極絲作低速單向運動,一般走絲速度低於0.2m/s,電極絲放電後不再使用,工作平穩、均勻、抖動小、加工質量較好,但加工速度較低,是國外生產和使用的主要機種。
分類
根據對電極絲運動軌跡的控制形式不同,電火花線切割工具機又可分為三種:一種是*模仿形控制,其在進行線切割加工前,預先製造出與工件形狀相同的*模,加工時把工件毛坯和*模同時裝夾在工具機工作檯上,在切割過程中電極絲緊緊地貼著*模邊緣作軌跡移動,從而切割出與*模形狀和精度相同的工件來;另一種是光電跟蹤控制,其在進行線切割加工前,先根據零件圖樣按一定放大比例描繪出一張光電跟蹤圖,加工時將圖樣置於工具機的光電跟蹤台上,跟蹤台上的光電頭始終追隨墨線圖形的軌跡運動,再藉助於電氣、機械的聯動,控制工具機工作檯連同工件相對電極絲做相似形的運動,從而切割出與圖樣形狀相同的工件來;再一種是數字程式控制,採用先進的數位化自動控制技術,驅動工具機按照加工前根據工件幾何形狀參數預先編制好的數控加工程式自動完成加工,不需要製作*模樣板也無需繪製放大圖,比前面兩種控制形式具有更高的加工精度和廣闊的套用範圍,目前國內外95%以上的電火花線切割工具機都已採用數控化。
線切割屬電加工範疇,是由前蘇聯人發明的,我國是第一個用於工業生產的國家,當時由復但大學和蘇州長風機械廠合作生產的這是最早的機型叫復旦型,我們國內在此基礎上發展了快走絲系統(HS).歐美和日本發展了慢走系統(LS).
主要區別是1,電極絲我國採用鎢鉬合金絲,國外採用黃銅絲; 2,我國採用皂化工作液,國外採用去離子水; 3,我國的走絲速度為11米/秒左右,國外為3~5米/分, 4,我們的電極絲是重複利用的直到斷絲為至,國外是走過後不再重用, 5,我們的精度不如國外高.
線切割的發展史
20世紀中期,蘇聯拉扎林科夫婦研究開關觸點受火花放電腐蝕損壞的現象和原因時,發現電火花的瞬時高溫可以使局部的金屬熔化、氧化而被腐蝕掉,從而開創和發明了電火花加工方法,線切割放電機也於1960年發明於蘇聯。當時以投影器觀看輪廓面前後左右手動進給工作檯面加工,其實認為加工速度雖慢,卻可加工傳統機械不易加工的微細形狀。代表的實用例子是化織噴嘴的異形孔加工。當時使用之加工液用礦物質性油(燈油)。絕緣性高,極間距離小,加工速度低於現在械械,實用性受限。
1969年巴黎工作母機展覽會中展出,改進加工速度,確立無人運轉狀況的安全性。但NC紙帶的製成卻很費事,若不用大型計算機自動程式設計,對使用者是很大的負擔。在廉價的自動程式設計裝置(AutomaticProgramedToolsAPT)出現前,普及甚緩。
1970年9月30日 國營長風機械總廠研製成功“數字程式自動控制線切割工具機”,為該類工具機國內首創線切割所需的工作環境
1.滿足線切割工具機所要求的空間尺寸;
2.選擇能承受工具機重量的場所;
3.選擇沒有振動和衝擊傳入的場所。線切割放電工具機是高精度加工設備,如果所放置的地方有振動和衝擊,將會對機台造成嚴重的損傷,從而嚴重影響其加工精度,縮短其使用壽命,甚至導致機器報廢。
4.選擇沒有粉塵的場所,避免流眾多的通道旁邊;
(1)線切割放電機器之本身特性,其空氣中有灰塵存在,將會使機器的絲桿受到嚴重磨損,從而影響使用壽命;
(2)線切割放電機器屬於計算機控制,計算機所使用的磁碟對空氣中灰塵的要求相當嚴格的,當磁碟內有灰塵進入時,磁碟就會被損壞,同時也損壞硬碟;
(3)線切割放電機本身發出大量熱,所以電器櫃內需要經常換氣,若空氣中灰塵太多,則會在換氣過程中附積到各個電器組件上,造成電器組件散熱不良,從而導致電路板被燒壞掉。因此,機台防塵網要經常清潔。
5.選擇溫度變化小的場所,避免陽光通過窗戶和頂窗玻璃直射及靠近熱流的地方
(1)高精密零件加工之產品需要在恆定的溫度下進行,一般為室溫20C;
(2)由於線切割放電機器本身工作時產生相當大的熱量,如果溫度變化太大則會對機器使用壽命造成嚴重影響。6.選擇禁止屋:因線切割放電加工過程屬於電弧放電過程,在電弧放電過程中會產生強烈的電磁波,從而對人體健康造成傷害,同時會影響到周圍的環境.
7.選擇通風條件好,寬敞的廠房,以便操作者和工具機能在最好的環境下工作.
