
鑽床發展
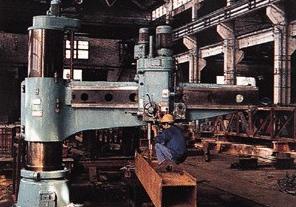
 大型搖臂鑽床
大型搖臂鑽床 20世紀70年代初,鑽床在世界上還是採用普通繼電器控制的。如70年代-80年代進入中國的美國的ELDORADO公司的MEGA50,德國TBT公司的T30-3-250,NAGEL公司的B4-H30-C/L,日本神崎高級精工製作所的DEG型等鑽床都是採用繼電器控制的。
80年代後期由於數控技術的出現才逐漸開始在深孔鑽床上得到套用,特別是90年以後這種先進技術才得到推廣。如TBT公司90年代初上市的ML系列深孔鑽床除進給系統由機械無級變速器改為採用交流伺服電機驅動滾珠絲槓副,進給用滑台導軌採用滾動直線導軌以外,鑽桿箱傳動為了保證高速鏇轉、精度平穩,由交換皮帶輪及皮帶,和雙速電機驅動的有級傳動變為無級調速的變頻電機到電主軸驅動,為鑽削小孔深孔鑽床和提高深孔鑽床的水平質量創造了有利條件。
為了加工某些零件上的相互交叉或任意角度、或與加工零件中心線成一定角度的斜孔,垂直孔或平行孔等需要,各個國家而專門開發研製多種專用深孔鑽床。例如專門為了加工曲軸上的油孔,連桿上的斜油孔,平行孔和飼料機械上料模的多個徑向出料孔等。特別適用於大中型卡車曲軸油孔的BW250-KW深孔鑽床,它們均具有X、Y、Z、W四軸數控。為了客戶需要,在一條生產線上可以加工多種不同品種的曲軸油孔,於2000年設計製造了第一台柔性曲軸加工中心,可以加工2~12缸不同曲軸上所有的油孔。MOLLART公司生產製造的專為加工顆粒擠出模具而開發的具有六等分六根主軸同時加工同一工件上六個孔的專用深孔鑽床。該工件孔數量多達36000個。全都是數控系統控制的。
鑽床的作用
鑽床是具有廣泛用途的通用性工具機,可對零件進行鑽孔、擴孔、鉸孔、鍃平面和攻螺紋等加工。
在鑽床上配有工藝裝備時,還可以進行鏜孔,在鑽床上配萬能工作檯還能進行分割鑽孔、擴孔、鉸孔。
機械分類
 深孔鑽床
深孔鑽床(1)立式鑽床。工作檯和主軸箱可以在立柱上垂直移動,用於加工中小型工件。
(2)台式鑽床,簡稱台鑽。一種小型立式鑽床,最大鑽孔直徑為12~15毫米,安裝在鉗工台上使用,多為手動進鑽,常用來加工小型工件的小孔等。
(3)搖臂鑽床。主軸箱能在搖臂上移動,搖臂能迴轉和升降,工件固定不動,適用於加工大而重和多孔的工件,廣泛套用於機械製造中。
(4)深孔鑽床。用深孔鑽鑽削深度比直徑大得多的孔(如槍管、炮筒和工具機主軸等零件的深孔)的專門化工具機,為便於除切屑及避免工具機過於高大,一般為臥式布局,常備有冷卻液輸送裝置(由刀具內部輸入冷卻液至切削部位)及周期退刀排屑裝置等。
(5)中心孔鑽床。用於加工軸類零件兩端的中心孔。
(6)銑鑽床:工作檯可縱橫向移動,鑽軸垂直布置,能進行銑削的鑽床。
(7)臥式鑽床:主軸水平布置,主軸箱可垂直移動的鑽床。
技術參數
 鑽床構造圖
鑽床構造圖為了滿足模具製造業發展的需要,又開發了除了鑽削深孔以外,還可以進行銑削、攻絲等多功能的ZXK2103深孔鑽銑中心和三座標數控ZK2103A、ZKA2102型深孔鑽床。不僅有三座標(三軸數控軸)深孔鑽床,而且數控軸已發展到四軸、五軸,有的已到六軸的全自動六軸數控槍鑽加工中心或數控銑鑽中心,它們都有自動換刀裝置。前幾年存儲刀具的刀庫只有12把或24把,而且自動換刀裝置不包括細長的槍鑽,現在不但刀具庫存儲數量增加,而且槍鑽也自動更換之列,這是一個很大的發展。
德國IXI0N公司的TLF1004型四軸數控(X、Y、Z、B)深孔鑽床刀具刀庫存儲24把,TBT公司的T30/320-1050KT,FTS深孔鑽削中心,滾筒式刀具庫24把(其中8種不同直徑、每種三件),它們的槍鑽都不包括在自動換刀之列。現在的英國MOLLART公司的FMC系列全自動六軸數控槍鑽加工中心、鑽孔直徑範圍:φ5~φ50mm最大鑽孔深度1350mm,除了鑽削以外還有銑削、攻絲功能。當剛性攻絲M30滿足不了時,還可以用標準銑刀及螺鏇銑削方式通過數控插補功能來加工大螺紋,它的自動換刀裝置具有90把刀,其中包括長度達到1500mm槍鑽的自動更換,其獨到之處是對這長鑽頭的特殊輔助支承,在加工過程能自動就位和撤回,該工具機還有用戶化編程軟體GE.FANUC數控系統。
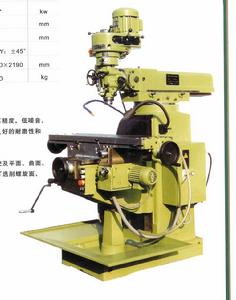
 立式鑽床
立式鑽床MD30-KW深孔鑽銑床,其主要技術參數:鑽孔範圍:φ4~φ25mm,最大鑽削深度1000mm,銑削能力350cm3/min,麻花鑽鑽孔最大φ30mm,攻絲M24X3,數控軸數:X、Y、Z、W、B、A還有C軸,此工具機具有很大的柔性,除了加工垂直於平面上的和斜面上鑽削深孔以外,還可以利用“C”軸對曲軸上任何位置上的油孔進行鑽削。
除深孔鑽床有很大發展以外,深孔鑽槍本身也有很大變化。過去槍鑽規格一般為φ2~φ30mm左右,現在已發展到φ0.9~φ40mm甚至到50mm.。槍鑽規格已標準化到φ0.9~φ50mm,特別是其中大於φ18mm的鑽頭可用機夾刀頭,它是一種不重磨鑽頭,刀刃磨損後轉位、刀片磨損後更換刀片或導向墊,不會傷害或廢棄刀桿、刀柄等。
檢機械驗
 鑽床檢查
鑽床檢查除按相關標準和相應標準檢驗外,其專業標準的主要檢驗項目有:
①底座工作檯面的平面度。
②工作檯面的平面度(搖臂鑽無此項)。
③工作檯跳動(搖臂鑽無此項)。
④主軸錐孔軸線的徑向跳動。
⑤主軸迴轉軸線的徑向跳動。
⑥主軸迴轉軸線對底座工作面垂直度。
⑦主軸套筒垂直移動對底座工作面垂直度。
⑧主軸在主軸軸向力作用下主軸軸線對工作台面垂直度的變化。
此外,搖臂鑽床還應檢驗:
①搖臂轉動對底座工作面平行度。
②夾緊立柱和主軸箱時主軸軸線的位移量。精度檢驗時必須參照JB2670-82《金屬切削工具機精度檢驗通則》進行。
操作規程
 大型鑽床車間
大型鑽床車間1.工作前必須全面檢查各部操作機構是否正常,將搖臂導軌用細棉紗擦拭乾淨並按潤滑油牌號注油。
2.搖臂和主軸箱各部鎖緊後,方能進行操作。
3.搖臂迴轉範圍內不得有障礙物。
4.開鑽前,鑽床的工作檯、工件、夾具、刃具,必須找正,緊固。
5.正確選用主軸轉速、進刀量,不得超載使用。
6.超出工作檯進行鑽孔,工件必須平穩。
7.工具機在運轉及自動進刀時,不許變緊固換速度,若變速只能待主軸完全停止,才能進行。
8.裝卸刃具及測量工件,必須在停機中進行,不許直接用手拿工件鑽削、不得戴手套操作。
9.工作中發現有不正常的響聲,必須立即停車檢查排除故障。
包裝儲運
 雙排多軸木工鑽床
雙排多軸木工鑽床6.生產及訂購注意事項
金屬切削工具機已實施出口產品質量許可制度。未取得出口產品質量許可證的產品,不準出口。訂貨時除明確通用技術要求外,對工具機參數、公英制、電源及電器元件、使用電壓和周波、隨機附屬檔案、工具機顏色均須有明確規定。 0
