
操作規程
立焊的操作規程是,使用的電流不要過大,略低於角焊電流,選擇焊條的大小要根據焊件的厚度而定。焊接時電弧不要太大,要短弧焊接。焊接方法,採取之字型或三角型焊接方法。如果是多層焊接,第一遍電流要小一些,以後的焊接要清理乾淨藥皮等雜物,減少夾渣或焊不透現象。具體操作還需要自己慢慢體會。
擺動要到位,要均勻的擺動,不然焊縫就不是特別好看,很可能咬邊或者有很大的焊瘤
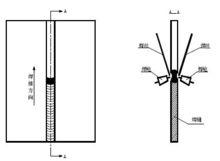 立焊示意圖
立焊示意圖特點
立焊時,熔池金屬和熔滴因受重力作用具有下墜趨勢,和焊件分開,所以容易產生焊瘤。但由於熔渣的熔點低、流動性強,熔池金屬和熔渣容易分離,不容易產生夾渣。但由於熔池部分脫離熔渣的保護,所以如果操作或運條角度不當時,容易產生氣孔。
氣電原理
氣電立焊是由普通熔化極氣體保護焊和電渣焊發展而形成的一種熔化極氣體保護電弧焊方法。其優點是:生產率高,成本低。與窄間隙焊的主要區別在於焊縫一次成形,而不是多道多層焊。
氣電立焊的能量密度比電渣焊高且更加集中,焊接技術卻基本相同。它利用類似於電渣焊所採用的水冷滑塊擋住熔融的金屬,使之強迫成形,以實現立向位置的焊接。通常採用外加單一氣體(如 CO )或混合氣體(如 Ar+O)作保護氣體。
在焊接電弧和熔滴過渡方面,氣電立焊類似於普通熔化極氣體保護焊(如 CO焊, MAG 焊),而在焊縫成形和機械系統方面又類似於電渣焊。氣電立焊與電渣焊的主要區別在於熔化金屬的熱量是電弧熱而不是熔渣的電阻熱。
氣電立焊通常用於較厚的低碳鋼和中碳鋼等材料的焊接,也可用於奧氏體不鏽鋼和其它金屬合金的焊接。板材厚度在 12~80mm 最適宜。如大於 80mm 時,難獲得充分良好的保護效果,導致焊縫中產生氣孔,熔深不均勻和未焊透。焊接接頭長度一般無限制,單層焊是最常用的焊接方法,但也可採用多層焊。
立焊姿勢與握法
立對接焊是指對接接頭焊件處於立焊位置時的操作,立對接焊的特點是鐵水和熔渣很容易分離,但是熔池的溫度過高時鐵水下淌嚴重,容易形成焊瘤、咬邊等缺陷。
1、焊接姿勢。立對接焊的基本操作姿勢有蹲式、坐式和站式三種。
 焊接姿勢
焊接姿勢2、焊鉗握法。立焊焊鉗的握法有正握法和反握法兩種,焊接時一般常用正握法。
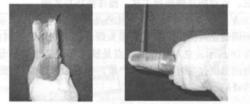 焊鉗握法
焊鉗握法厚度大於了6mm的V形坡口立對焊,為了達到焊件厚度方向上的全部焊透,所以一般情況下,要對焊件採取開V形坡口的方法進行施焊。
工藝過程
厚板立焊時,在接頭兩側使用成形器具(固定式和移動式冷卻塊),保持熔池形狀,強制焊縫成形的一種電弧焊,稱為氣電立焊。焊接時,通常用CO2氣體保護熔池,在用自保護焊絲時可不加保護氣。
焊接時,焊件處於垂直位置,焊絲連續向下送入由板材坡口面和兩個水冷滑塊面形成的凹槽中。電弧在焊絲和接頭底部的起弧板之間引燃,焊絲和母材金屬在電弧熱的作用下不斷熔化並流向電弧下方的熔池中。焊絲可垂直於重型接頭的軸線作前後橫向擺動,以使電弧熱和熔敷金屬分布均勻。隨著電弧的上移,水冷滑塊也隨著上移,板材坡口面和兩個水冷滑塊形成的凹槽逐漸被熔化金屬填充,形成焊縫。
氣電立焊優點是可不開坡口焊接厚板,生產率高、成本低。與窄間隙焊的主要區別在於焊縫一次成形,而不是多道多層焊;與電渣焊的主要區別在於熔化金屬的熱量是電弧熱而不是熔渣的電阻熱。
氣電立焊通常用於焊接較厚的低碳鋼和低合金結構鋼、中碳鋼等材料,也可焊接奧氏體不鏽鋼和其它金屬、合金,板材厚度在12~80mm之間較為適宜。
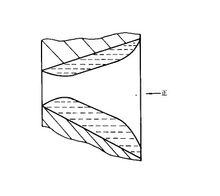 立焊穿孔熔池斷面示意圖
立焊穿孔熔池斷面示意圖