
簡介
 焊管
焊管20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提
升,焊接鋼管的品種規格日益增多,並在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺鏇焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。
較小口徑的焊管採用直縫焊,大口徑焊管則多採用螺鏇焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。根據現行國標中的規格尺寸表,按外徑*壁厚由小到大排序。
產品標準
焊管常用材質為:Q235A、Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接鋼管採用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管因其焊接形式的不同分為直縫焊管和螺鏇焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。
焊管因其材質和用途不同而分為如下若干品種:GB/T3091-2001(低壓流體輸送用鍍鋅焊接鋼管)。主要用於輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。其代表材質為:Q235A級鋼。
GB/T14291-2006(礦用流體輸送焊接鋼管)。主要用於礦山壓風、排水、軸放瓦斯用直縫焊接鋼管。其代表材質Q235A、B級鋼。GB/T14980-1994(低壓流體輸送用大直徑電焊鋼管)。主要用於輸送水、污水、煤氣、空氣、採暖蒸汽等低壓流體和其它用途。其代表材質Q235A級鋼。
GB/T12770-2002(機械結構用不鏽鋼焊接鋼管)。主要用於機械、汽車、腳踏車、家具、賓館和飯店裝飾及其他機械部件與結構件。其代表材質0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
GB/T12771-1991(流體輸送用不鏽鋼焊接鋼管)。主要用於輸送低壓腐蝕性介質。代表材質為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,裝飾用焊接不鏽鋼管(GB/T18705-2002),建築裝飾用不鏽鋼焊接管材(JG/T3030-1995),低壓流體輸送用大直徑電焊鋼管(GB/T3091-2001),以及換熱器用焊接鋼管(YB4103-2000)。
生產流程
 焊管
焊管直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺鏇焊管的強度一般比直縫焊管高,能用
較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然後經過簡單拋光,拉絲就可以了
補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。
焊管工藝流程
原材料開卷——平整——端部剪下及焊接——活套——成形——焊接——內外焊珠去除——預校正——感應熱處理——定徑及校直——渦流檢測——切斷——水壓檢查——酸洗——最終檢查(嚴格把關)——包裝——出貨。
附註:直縫焊管生產流程圖(1)和螺鏇焊管生產流程圖(2)
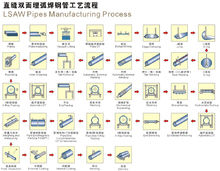 直縫焊管生產流程圖
直縫焊管生產流程圖分類介紹
按用途分類
 焊管
焊管一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼製造。也可採用易於焊接的其它軟鋼製造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際的不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鋼鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。
吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶製成。為防蝕,有的進行滲鋁處理。
電線套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行塗層或鍍鋅後使用,要求進行冷彎試驗。
公制焊管:規格用作無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優質碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接後再經冷撥方法製成。公制焊管分普能和薄壁、普通用作結構件,如傳動軸,或輸送流體,薄壁用來生產家具、燈具等,要保證鋼管強度和彎曲試驗。
托輥管:用於帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼製造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
變壓器管:用於製造變壓器散熱管和其它熱交換器,採用普通碳素鋼製造,要求進行壓扁、擴口、彎曲、液壓試驗。鋼管以定尺或倍尺交貨,對鋼管彎曲度有一定要求。
異型管:由普通碳結結構鋼及16Mn等鋼帶焊制的方形管、矩形管、帽形管、空膠鋼門窗用鋼管,主要用作農機構件、鋼窗門等。
電焊薄壁管:主要用作製作家具、玩具、燈具等。不鏽鋼帶製作的薄壁管套用很廣,高級家具、裝飾、欄柵等。
螺鏇焊管:是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺鏇線的角度(叫成型角)捲成管坯,然後將管縫焊接起來製成,它可以用較窄的帶鋼生產大直徑的鋼管。螺鏇焊管主要用於石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺鏇焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
按生產方法分類
(1)按工藝分——電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管
(2)按焊縫分——直縫焊管、螺鏇焊管
按斷面形狀分類
(1)簡單斷面鋼管——圓形鋼管、方形鋼管、橢圓形鋼管、三角形鋼管、六角形鋼管、菱形鋼管、八角形鋼管、半圓形鋼圓。
(2)複雜斷面鋼管——不等邊六角形鋼管、五瓣梅花形鋼管、雙凸形鋼管、雙凹形鋼管、瓜子形鋼管、圓錐形鋼管、波紋形鋼管、表殼鋼管。
按壁厚分類
薄壁鋼管、厚壁鋼管
按端部形狀分類
分為圓形焊管和異型(方、扁等)焊管。
分類補充
 焊管
焊管1.普通碳素鋼電線套管(GB/T3640-88)是工業與民用建築、安裝機器設備等電氣安裝工程中用於保護電線的鋼管。
2.直縫電焊鋼管(YB242-63)是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。
3.承壓流體輸送用螺鏇縫埋弧焊鋼管(SY5036-83)是以熱軋鋼帶卷作管坯,經常溫螺鏇成型,用雙面埋弧焊法焊接,用於承壓流體輸送的螺鏇縫鋼管。鋼管承壓能力強,焊接性能好,經過各種嚴格的科學檢驗和測試,使用安全可靠。鋼管口徑大,輸送效率高,並可節約鋪設管線的投資。主要用於輸送石油、天然氣的管線。
4.承壓流體輸送用螺鏇縫高頻焊鋼管(SY5038-83)是以熱軋鋼帶卷作管坯,經常溫螺鏇成型,採用高頻搭接焊法焊接的,用於承壓流體輸送的螺鏇縫高頻焊鋼管。鋼管承壓能力強,塑性好,便於焊接和加工成型;經過各種嚴格和科學檢驗和測試,使用安全可靠,鋼管口徑大,輸送效率高,並可節省鋪設管線的投資。主要用於鋪設輸送石油、天然氣等的管線。
5.一般低壓流體輸送用螺鏇縫埋弧焊鋼管(SY/T5037-2000)是以熱軋鋼帶卷作管坯,經常溫螺鏇成型,採用雙面自動埋弧焊或單面焊法製成的用於水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
6.一般低壓流體輸送用螺鏇縫高頻焊鋼管(SY5039-83)是以熱軋鋼帶卷作管坯,經常溫螺鏇成型,採用高頻搭接焊法焊接用於一般低壓流體輸送用螺鏇縫高頻焊鋼管。
7.樁用螺鏇焊縫鋼管(SY5040-83)是以熱軋鋼帶卷作管坯,經常溫螺鏇成型,採用雙面埋弧焊接或高頻焊接製成的,用於土木建築結構、碼頭、橋樑等基礎樁。
套用範圍
產品廣泛套用於自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個重點產品之一。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋樑;碼頭、道路、建築結構用管等。
規格表
直縫焊管規格表
公稱尺寸 國標厚度mm
| 規格 | 外徑 | 國標壁厚 | 焊管理論重量表 | ||
| 4分 | 15 | 1/2寸 | 21.25 | 2.75 | 1.26 |
| 6分 | 20 | 3/4寸 | 26.75 | 2.75 | 1.63 |
| 1寸 | 25 | 1寸 | 33.3 | 3.25 | 2.42 |
| 1.2寸 | 32 | 11/4寸 | 42.25 | 3.25 | 3.13 |
| 1.5寸 | 40 | 11/2寸 | 48 | 3.5 | 3.84 |
| 2寸 | 50 | 2寸 | 60 | 3.5 | 4.88 |
| 2.5寸 | 70 | 21/2寸 | 75.5 | 3.75 | 6.64 |
| 3寸 | 80 | 3寸 | 88.5 | 4.0 | 8.34 |
| 4寸 | 100 | 4寸 | 114 | 4.0 | 10.85 |
| 5寸 | 125 | 5寸 | 140 | 4.5 | 15.04 |
| 6寸 | 150 | 6寸 | 165 | 4.5 | 17.81 |
| 8寸 | 200 | 8寸 | 219 | 6 | 31.52 |
螺鏇焊管規格表
| 規格 | 壁厚 | 米重 | 國標水壓值 | 部標水壓值 | 規格 | 壁厚 | 米重 | 國標水壓值 | 部標水壓值 |
| 219 | 6 | 32.02 | 9.7 | 7.7 | 720 | 6 | 106.15 | 3 | 2.3 |
| 7 | 37.1 | 11.3 | 9 | 7 | 123.59 | 3.5 | 2.7 | ||
| 8 | 42.13 | 12.9 | 10.3 | 8 | 140.97 | 4 | 3.1 | ||
| 273 | 6 | 40.01 | 7.7 | 6.2 | 9 | 158.31 | 4.5 | 3.5 | |
| 7 | 46.42 | 9 | 7.2 | 10 | 175.6 | 5 | 3.9 | ||
| 8 | 52.78 | 10.3 | 8.3 | 12 | 210.02 | 6 | 4.7 | ||
| 325 | 6 | 47.7 | 6.5 | 5.2 | 820 | 7 | 140.85 | 3.1 | 2.4 |
| 7 | 55.4 | 7.6 | 6.1 | 8 | 160.7 | 3.5 | 2.7 | ||
| 8 | 63.04 | 8.7 | 6.9 | 9 | 180.5 | 4 | 3.1 | ||
| 377 | 6 | 55.4 | 5.7 | 4.5 | 10 | 200.26 | 4.4 | 3.4 | |
| 7 | 64.37 | 6.7 | 5.2 | 11 | 219.96 | 4.8 | 3.8 | ||
| 8 | 73.3 | 7.6 | 6 | 12 | 239.62 | 5.3 | 4.1 | ||
| 9 | 82.18 | 8.6 | 6.8 | 920 | 8 | 180.43 | 3.1 | 2.5 | |
| 10 | 91.01 | - | 7.5 | 9 | 202.7 | 3.5 | 2.8 | ||
| 426 | 6 | 62.25 | 5.1 | 4 | 10 | 224.92 | 3.9 | 3.1 | |
| 7 | 72.83 | 5.9 | 4.6 | 11 | 247.22 | 4.3 | 3.4 | ||
| 8 | 82.97 | 6.8 | 5.3 | 12 | 269.21 | 4.7 | 3.7 | ||
| 9 | 93.05 | 7.6 | 6 | 1020 | 8 | 200.16 | 2.8 | 2.2 | |
| 10 | 103.09 | 8.5 | 6.7 | 9 | 224.89 | 3.2 | 2.5 | ||
| 478 | 6 | 70.34 | 4.5 | 3.5 | 10 | 249.58 | 3.5 | 2.8 | |
| 7 | 81.81 | 5.3 | 4.1 | 11 | 274.22 | 3.9 | 3 | ||
| 8 | 93.23 | 6 | 4.7 | 12 | 298.81 | 4.2 | 3.3 | ||
| 9 | 104.6 | 6.8 | 5.3 | 1220 | 8 | 239.62 | - | 1.8 | |
| 10 | 115.92 | 7.5 | 5.9 | 10 | 298.9 | 3 | 2.3 | ||
| 529 | 6 | 77.89 | 4.1 | 3.2 | 11 | 328.47 | 3.2 | 2.5 | |
| 7 | 90.61 | 4.8 | 3.7 | 12 | 357.99 | 3.5 | 2.8 | ||
| 8 | 103.29 | 5.4 | 4.3 | 13 | 387.46 | 3.8 | 3 | ||
| 9 | 115.92 | 6.1 | 4.8 | 1420 | 10 | 348.23 | 2.8 | 2 | |
| 10 | 128.49 | 6.8 | 5.3 | 14 | 417.18 | 3.2 | 2.4 | ||
| 630 | 6 | 92.83 | 3.4 | 2.6 | 1620 | 12 | 476.37 | 2.9 | 2.1 |
| 7 | 108.05 | 4 | 3.1 | 14 | 554.99 | 3.2 | 2.4 | ||
| 8 | 123.22 | 4.6 | 3.6 | 1820 | 14 | 627.04 | 3.3 | 2.2 | |
| 9 | 138.33 | 5.1 | 4 | 2020 | 14 | 693.09 | - | 2 | |
| 10 | 153.4 | 5.7 | 4.5 | 2220 | 14 | 762.15 | - | 1.8 |
註:表中國標指GB/T9711.1-1997標準,部標指SY/T5037-2000標準。
計算公式
碳鋼直縫焊管
每米的重量(kg): W=(d-t) * t * 0.02466
注:d(外徑)t(壁厚)
質量物理檢驗
Q235B直縫焊管 質量檢驗方法有很多種,其中物理方法也是最常用的檢驗方法,物理檢驗就是利用一些物理現象進行測定或檢驗的方法。材料或Q235B直縫焊管內部缺陷情況的檢查,一般都是採用無損探傷的方法。目前的無損探傷有磁力探傷、超音波探傷、射線探傷、滲透探傷等。
磁力檢驗
磁力探傷只能發現磁性Q235B直縫焊管表面和近表面的缺陷,而且對缺陷僅能做定量分析,對於缺陷的性質和深度也只能根據經驗來估計。磁力檢驗是利用磁場磁化鐵磁Q235B直縫焊管所產生的漏磁來發現缺陷的。按測量漏磁方法的不同,可分為磁粉法、磁感應法和磁性記錄法,其中以磁粉法套用最廣。
滲透檢驗
滲透檢驗是利用某些液體的滲透性等物理特性來發現和顯示缺陷的,包括著色檢驗和螢光探傷兩種,可用來檢查鐵磁性和非鐵磁性材料表面的缺陷。
射線探傷
射線探傷是利用射線可穿透物質和在物質中有衰減的特性來發現缺陷的一種探傷方法。按探傷所使用的射線不同,可分為X射線探傷、γ射線探傷、高能射線探傷三種。由於其顯示缺陷的方法不同,每種射線探傷都又分電離法、螢光屏觀察法、照相法和工業電視法。射線檢驗主要用於檢驗Q235B直縫焊管焊縫內部的裂紋、未焊透、氣孔、夾渣等缺陷。
超音波探傷
超音波在金屬及其它均勻介質傳播中,由於在不同介質的界面上會產生反射,因此可用於內部缺陷的檢驗。超音波可以檢驗任何焊件材料、任何部位的缺陷,並且能較靈敏地發現缺陷位置,但對缺陷的性質、形狀和大小較難確定。所以Q235B直縫焊管超音波探傷常與射線檢驗配合使用。
裝修材料
鐵合金 | 鋼材 | 型鋼 | 方鋼 | 扁鋼 | 槽鋼 | 角鋼 | 工字鋼六角鋼 | 鋼筋 | 園鋼 | 螺紋鋼 | 線材 | 管材 | 無縫管 | 焊管 | 鋼板|薄鋼板 | 中厚鋼板 | 鋼絲繩 | 絞線 | 鋼絞線 | 鍍鋅鋼絞線 | 有色金屬|水泥|普通矽酸鹽水泥 | 礦渣|矽酸鹽|水泥 | 快硬高強水泥 | 快硬矽酸鹽水泥 | 耐浸蝕水泥 | 抗流酸鹽水泥 | 水玻璃型耐酸水泥 | 膨脹水泥 | 矽酸鹽膨脹水泥 | 石膏礬土膨脹水泥 | 木材|原木 | 方木 | 板材 | 竹材 | 毛竹 | 人造板 | 木工板 | 硬質纖維板 | 膠合板 | 砌塊|磚 | 普通粘土磚 | 粘土空心磚 | 粘土瓦 | 石棉瓦 | 玻璃鋼瓦 | 琉璃瓦 | 五金 | 浴缸 | 坐便器 | 蹲便器 | 小便器 | 臉盆 | 水池 | 水箱 | 玻璃陶瓷 | 浴缸 | 坐便器 | 小便器 | 牆 | 地磚 | 全瓷牆 | 地磚 | 半瓷牆 | 地磚 | 陶瓷錦磚 | 釉面磚 | 園林磚 | 普通玻璃 | 平板玻璃 | 壓花玻璃 | 浮法玻璃 | 磨砂玻璃 | 防暴玻璃 | 加絲玻璃 | 中空玻璃 | 加層玻璃 | 電熱玻璃 | 玻璃磚玻璃磚 | 玻璃馬賽克 | 清漆 | 瓷漆 | 聚脂漆 | 油脂漆 | 地板漆 | 防鏽漆 | 生漆 | 瀝青漆 | 無極防火漆 | 酚醛防火漆 | 106塗料 | 多彩內牆塗料 | 生態木 | 鋁型材 | 木塑地板 | 膜結構建築 | 耐火材料 | 正面吊 | 塑膠格柵 | 生態木吊頂 | 硬質合金 | 裝修公司 | 生態木天花|勾縫劑|土工膜|土工布|乳膠漆|牆衣|水性漆
