
名稱
滾壓加工
 寧波鏡博士滾壓加工原理
寧波鏡博士滾壓加工原理詳細介紹
滾壓加工是將高硬度且光滑的滾柱與金屬表面滾壓接觸,使其表面層發生局部微量的塑性變形後得到改善表面粗糙度的塑性加工法的一種。
我們經常看到鋪設道路時,軋路機將凹凸不平的馬路壓得很平整。滾壓工具的加工原理也是如此,用滾柱滾壓金屬表面,將表面凸起部分碾平,而使凹陷部分隆起,加工成平滑如鏡的表面。與切削加工不同,是一種塑性加工。
被滾壓加工的工件不僅表面粗糙度瞬間就可以達到Ry0.1-0.8μm,而且加工面硬化後其耐磨性得到提高的同時疲勞強度也增加了30%等具有切削加工中無法得到的優點。
由於可簡單地並且低成本地進行零部件的超精密加工,日益被以汽車產業為首的精密機械,化學,家電等產業廣泛採用,發揮了很大的優勢。
加工條件
1.加工前表面
由於滾壓加工是利用滾柱碾壓的加工方法,所以加工後的表面粗糙度受凸起部分的高度及形狀(即加工前狀態)的影響。
如果加工前表面狀態粗糙(凸起部分高,凹陷部分深),則不能將凸起部分完全添埋凹陷部分,造成加工表面粗糙。
另外,凸起部分的形狀也影響加工後的表面。由車床或鏜床單點切削得到的規則的凹凸形狀,且為容易碾壓的高度時,可得到最理想的表面。一般加工前的表面狀況越好,加工後的表面狀況越好,同時滾壓頭的磨耗也少。如果需要,可增加一道工序。
2.加工前尺寸
由於滾壓加工是利用滾柱碾壓的加工方法,所以加工前後工件的直徑將發生變化(內徑將擴大,外徑將減小)。為了能加工到尺寸公差範圍內,應考慮這個變化量決定前工序的尺寸。直徑的變化量與工件的材質、硬度、滾壓量有關,所以最初進行2~3次試加工後決定其尺寸。
3.驅動機械
滾壓頭標準型號有莫爾斯錐形裝卡部及平行裝卡部。滾壓加工與切削加工不同,不需大扭矩,小功率工具機也可以使用,可安裝在鑽床、車床、六角車床、鏜床,鑽孔器等設備上進行加工,勿需特殊設備。
4.潤滑和清洗
由於滾壓加工是利用滾柱碾壓進行加工,將產生細微粉塵。粉塵不僅影響表面質量,而且加速滾壓頭的損耗,所以有必要大量注入切削液以清除粉塵。滾壓加工時應使用粘度低的切削液。粘度高的切削液雖然潤滑性好,可是清洗性能差,不適於滾壓加工。本公司備有滾壓加工專用的滾壓潤滑油,只要在低粘度切削液中摻入5%的滾壓潤滑油,即可發揮其傑出性能。
5.加工部分的壁厚
滾壓加工是用滾柱滾壓加工部分的表面,使其緻密化。所以,為了能夠承受加工壓力,待加工部分應有充分的壁厚(內徑的20%)。壁厚太薄或部分薄時,加工後將發生起伏或真圓度下降。
通常按以下方法解決這個問題:①減少滾壓量;②利用夾具支撐外周;③在削薄壁厚以前實施滾壓加工。
6.加工部分的硬度
滾壓頭可加工的工件硬度上限值為40HRC,但是也特製加工高硬度工件(硬度上限值為55HRC)用的滾壓頭。滾壓加工高硬度工件時,加工部分由於承受壓力大,工具壽命縮短。所以為得到所需精度的加工面,主要措施是減少滾壓量。
7.轉速和進給量
向右鏇轉滾壓頭進行滾壓加工;也可固定滾壓頭,工件鏇轉也可得到同樣結果。轉速與進給速度根據加工直徑不同而不同。
8.無法進行滾壓加工的部分
用滾壓頭對盲孔及台階軸進行滾壓加工時,存在以下無法加工的部分:①滾柱前端圓弧部分;②滾柱前端到支架前端的距離;③支架前端到加工部分端面的縫隙;為了使無法進行滾壓加工的部分最小,在定好工具直徑後,將磨掉滾柱前端的心軸或使頭的突出量與滾柱前端保持同一位置。
滾壓加工後的好處
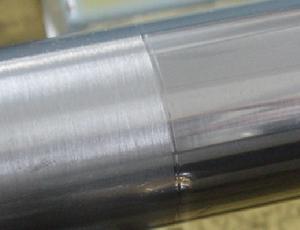 鏡博士外徑滾壓效果
鏡博士外徑滾壓效果金屬工件在表面滾壓加工後,表層得到強化極限強度和屈服點增大,工件的使用性能、抗疲勞強度、耐磨性和耐腐蝕性都有明顯的提高。更多技術可諮詢:寧波高新區鏡博士科技有限公司 周剛。經過滾壓後,硬度可提高15~30%,而耐磨性提高15%。
鏡博士外徑滾壓效果
滾壓加工可以使表面粗糙度從Ra6.3提高到Ra2.4~Ra0.2。並且有較高的生產效率,有些工件可在數分或數秒鐘內完成。
滾壓加工能解決目前某些工藝方法不易實現的關鍵問題。例如對特大形缸體的加工。同時它也適用於特小孔的精整加工或某些特殊材料的精整加工。 鏡博士滾壓刀加工缸體對比
滾壓加工使用範圍廣,在各大、中及小型工廠均能使用。不論是從加工質量、生產效率,生產成本等方面來看,滾壓加工都是一項比較優越的加工方法。在某些方面,它完全可代替精磨、研磨、珩磨等光整加工。
目前,按外力傳遞到滾壓工具的加工方法可分為機械式、滾壓式和彈簧式三類。
按加工性質,可分為光精加工、強化加工兩類。
