形式
 標準資料法
標準資料法用標準資料方法確定各作業標準時間時,首先應明確作業中哪些是不變因素,哪些是變動因素。不變因素可取一定觀測次數的時間平均值表示。對於變動因素,要找出它與時間值的關係,然後才能用時間合成的方法求出作業的標準時間。變動因素與時間值的關係常見的有兩種:一是它們之間存在著完全確定的關係,即函式關係;二是雖然它們之間不存在完全確定的關係,但可以通過多次實驗,從大量的偶然現象中找出它們之間的內在規律。標準資料的常見表現形式有以下幾種:
1、解析式(經驗公式)。它是指以特定的函式關係反映影響因素與工時消耗變化規律的標準資料。公式是表達變動因素與時間值關係的最簡單的方法。如車削時間、鑽孔時間、銑削時間的計算公式等。
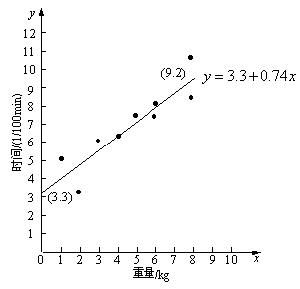
2、圖線(包括直線、曲線)。它是指以函式圖反映影響因素同工時消耗變化規律的圖表。圖表的形狀包括直線和曲線,曲線中有冪函式、指數函式和拋物線等。對於某些變數可利用實驗數據或統計資料繪成曲線圖。
3、表格式或其他形式。表格式是指以表格的形式直接反映影響因素和工時消耗的標準資料。通常把變數之間的對應關係做成數表。數表的形式依作業內容和影響時間值的變動因素多少而異,影響時間的因素越多,數表越複雜。
上述形式中,表格式便於檢索,是最常用的形式;圖線往往是作為其他兩種形式的過渡資料。
編制
建立標準資料,實際上是一個對所研究的作業測定對象,進行時間研究和分析綜合其結果的過程,即確定作業要素。用上述三種基本方法進行時間研究或蒐集以往時間研究的測定值或經驗值。將大量數據加以分析整理,編製成公式、圖、表等形式的資料(即資料庫)。其編製程序大致包括以下幾個步驟:
1、選擇確定建立標準資料的範圍
企業標準資料的編制是一項系統工程,應建立標準資料的體系表,就準備建立的標準資料資料庫進行全面系統的規劃,以確保建的標準資料系統和完整,滿足實際使用要求。在設計規劃標準資料體系時,正確選擇適合企業實際情況的標準資料的綜合程度是十分重要的。
一般情況下,企業生產類型趨向大批量專業化生產時,標準資料綜合程度應低一些,即趨向於動作和操作的標準資料。而生產類型趨向多品種小批量生產時,標準資料綜合程度應該大一些,即趨向於工布、工序乃至典型零件的標準資料。
通常,應把範圍限制在企業內一個或幾個部門(車間),或一定的生產過程(如特種產品的生產過程)內。因為在實踐中很難遇到這樣的情況,即構成作業的所有要素都能測時並儲存,供今後檢索。所以,最好將建立標準資料的作業數目加以限制。在此範圍內,各種作業有一些相似的要素,它們的操作方法相同。
2、進行作業分解
將作業分解為作業要素。要找出儘可能多的各種作業的公共要素(它們的工作方式相同)。例如,某汽車製造廠的衝壓工人,工作在壓彎工序上,任務是將一個板料金屬工件從料箱取出,放置在彎曲模中,開動沖床,壓彎後從模具中取出,放入工序間周轉箱。這一作業程式可用各種不同方法分解成要素,但為了制定出適用範圍較大的標準資料,研究人員可能會發現,採用如下分解法能得到工廠中其他多種作業也具有的公共要素,即:(1)將工件從料箱中取出;(2)把工件放到模具上定位;(3)操作沖床,將工件壓彎;(4)從模具中取出工件;(5)將工件放入周轉箱。
這些要素幾乎是各種衝壓工藝都具有的,只是工件的大小和重量不同。尤其是第1、5兩個要素,在廠內其他各種作業中也是必不可少的,即“取材料”和將加工過的零件“放到一邊”,對這些公共要素只需研究工件種類、形狀、重量等影響時間的因素,尋找出規律,就可建立適用範圍大的標準資料,這正是需要做的工作。
3、確定建立標準資料所採用的作業測定方法
確定所採用的作業測定方法,即是用秒表時間研究還是預定時間標準等。這要根據作業的性質和三種基本測定方法的特點來選擇。例如,秒表測時法有時比較省錢,但對某些要素來說,並不總能從記錄中得到足夠的及可求出可靠數據的讀數,而且用這種辦法收集資料,往往要經過幾個月甚至一年以上才能積累充分的數據。 PTS法不僅要有使用經驗,而且要在數據精確度和成本上進行權衡。
總之,作業的性質和各種方法的成本是選用測定方法的主要決定因素。
4、確定影響因素
分析各作業要素的時間可能受哪些因素(如重量、形狀、尺寸等)的影響,區分主要影響因素和次要的或不受影響的因素。對於前者,作業要素的時間消耗隨影響因素變化較大,則必須通過對實際測定的數據進行研究,用圖線或公式表示出變化規律:對於基本上不受影響的因素,因時間值波動不大,取算術平均值即可。
5、收集資料
進行作業測定,取得各要素所需時間,或者收集以往的測定值,要按測定方法設計相應的數據記錄表格,對每一個要素都要積累足夠的數據。
6、分析整理,編制標準資料
由訓練有素的工作研究人員對測定和收集的作業要素時間數據進行分析、整理,按照使用要求進行分類、編碼,用表格、圖線或公式的形式製成標準
