
木工砂光機
正文
利用砂帶、砂布(紙)砂光工件表面的木工工具機。木工砂光機分為滾筒式、帶式和盤式3類。滾筒式木工砂光機 採用纏繞砂布(紙)的滾筒砂光木料,有單滾式和多滾式兩種。加工時滾筒除作鏇轉外還能作軸嚮往復竄動,以減小工件表面粗糙度。單滾式砂光機多採用手動送料,多滾式的工件由壓滾和上下進料滾或輸送帶送入。這類砂光機適用於板材、方材、拼合板、膠合板、刨花板和纖維板等表面的砂光。
帶式木工砂光機 把無端的環形砂帶張緊在 2個或3個帶輪上,驅動砂帶作連續運動,一個張緊輪還作少量翹動使砂帶產生橫向竄動。用於平面加工的砂光機有固定的或移動的工作檯;用於曲面加工的砂光機利用砂帶的柔性在模板的壓力下加工工件。寬頻式木工砂光機(圖1)具有效率高、能保證加工精度、砂帶更換簡單等優點,適用於大塊人造板、家具用板和裝飾板或油漆前後板材的砂光。
 木工砂光機
木工砂光機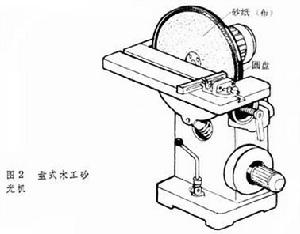 木工砂光機
木工砂光機盤式木工砂光機 利用緊貼在鏇轉圓盤端面上的砂紙(布)砂光工件(圖2), 有立式和臥式、單盤和雙盤之分。工件由手動或機動進給,用於平面砂光,適合於車廂、家具和木模等製造業使用。
砂帶跑偏解決方法
砂帶跑偏一般是由於調整不當引起,砂帶的正常擺動幅度應該是擺幅為15-20mm,擺頻為15-20次/分,擺速適中而且擺進擺出速度一致。
如果處在非正常狀態運行,時間一長,可能出現跑偏現象,尤其是擺進擺出速度不一致,更易引發異常停機現象;光電開關損壞、電磁閥損壞、擺動氣缸缸損壞。
吸塵不佳,粉塵濃度高都會影響光電管正常工作,也引起砂帶跑偏;應及時更換損壞的配件,改善除塵效果。
