凸輪式自動車床是一種通過凸輪來控制加工程式的自動加工工具機,在機械加工自動化工具機中使用較為廣泛,特點是加工速度快,加工精度較高,自動進料,料完自動停機,一人可操作多台工具機。
歷史簡況
凸輪式自動車床是一種通過凸輪控制的自動加工車床。從瑞士、日本及台灣引進中國大陸市場也才幾十年,從當初寥寥無幾的幾百台,在市場上幾經周折,到現在的幾十萬台,已逐步融入機械加工行業。
九十年代初,台灣的自動車床製造業開始瞄準大陸市場,王主、洽群、名揚、昌勇、縉昌、劦存、錡夆等自動車床製造商紛紛推出了走刀式自動車床,台灣自動車床走向了大陸,並在大陸占據了主導地位。
隨著台灣名陽、錡夆在大陸設立製造基地後,有許多台灣商家便與大陸製造商合作開發自動車床製造,如東莞台科、常州秉鉅等,也是繼名陽錡夆之後,在大陸開發凸輪式自動車床的製造商。
兩種分類
凸輪式自動車床分為簡易自動車床和精密自動車床。
 簡易凸輪式自動車床
簡易凸輪式自動車床簡易的有一根主軸,兩組刀架,通過簡易的一到兩組凸輪來傳動,可以前送料,也可後送料,加工程式簡單,加工精度相對比較低,是一種替代儀表車床的簡易自動車床。
精密自動車床有五組刀架,兩個尾軸,一般通過多組凸輪來傳動,採用後送料機構,可加工比較複雜的小零件,加工速度快,加工精度較高。
精密自動車床可分為走心式和走刀式兩大類。
走心式自動車床的加工過程,是通過筒夾夾住加工材料,材料向前走動,而刀具不動,通過刀具的直線運動或搖擺運動來加工零件。此類自動車床加工細長零件尤為突出,最小加工直徑可小於1mm,最長可加工到50mm。
 九鼎牌走心式自動車床
九鼎牌走心式自動車床走刀式自動車床的加工過程,是用筒夾夾住材料,通過車刀前後左右移動來加工零件,與普通車床的加工方式相同。此類工具機的加工範圍比較大,可車加工比較複雜的零件,特別是銅件的加工,不但速度快,而且加工複雜的工件尤為突出。
走刀式凸輪自動車床一般有五組刀架:按順序分別稱為一號刀,二號刀,三號刀,四號刀,五號刀,每組刀具架可裝1~2把車刀。一號刀具組和五號刀具組是車削外徑用,二號三號四號刀具組主要是作切槽、倒角、切斷工件等工序。自動車床帶有一個擋料阻臂,可作擋料(材料加工總長)、打中心孔、鑽孔等加工工序。走刀式自動車床還帶有兩根尾軸,可用鑽尾夾裝夾鑽頭,絲攻,板牙,進行鑽孔、攻內絲、套外絲的加工。此類自動車床帶有一個重鍾式簡易的自動送料機構,一次裝一根不超過3米的棒料。加工過程自動送料,料完自動停車並報警。凸輪走刀式自動車床裝上5把刀、2支鑽頭或1支絲錐、1隻板牙,可同時進行攻牙、銑牙、板牙、滾花等加工,無需手工操作,複雜零件可同步進行車外圓、球面、圓錐面、圓弧面、台階、割槽、滾花、鑽孔、攻絲、板牙、切割等工序,全過程經一次加工即可完成。
 秉鉅牌走刀式自動車床
秉鉅牌走刀式自動車床凸輪式自動車床加工,是以五組刀具,兩根尾同時進行切削加工,在車削外徑時,可以同時進行鑽孔、倒角、切槽等加工工序,其加工速度是凸輪轉一圈,加工完一個零件。由於其加工過程是多刀同時進行切削,加工速度相當快,如加工外徑5mm,長度5mm的M2小型銅螺母,須進行車削外徑,外徑滾壓斜紋花,鑽孔,螺紋內孔兩頭倒角,攻螺紋等多道工序,加工一個零件最快只須3秒鐘。這類工具機的加工精度一般在正負0.01mm。從加工速度和加工精度來看,凸輪式自動車床,是儀表、鐘錶、汽車、摩托、腳踏車、眼鏡、文具、燈具、五金衛浴、電子零件、接外掛程式、電腦、手機、家電、機電、軍工等行業成批加工小零件的最佳選擇。
更新與發展
由於凸輪式自動車床的結構比較緊湊,主軸至尾座間的距離比較小,只能加工長度為70左右的
 走刀式自動車床刀具組
走刀式自動車床刀具組加工過程中到處飛濺的油屑也是一個不可忽視的問題,所以毅興工具機公司在原有自動車床上增加了如圖所示的油罩,以保持車間整潔,調機及維修時也無需移動油罩,擋住油屑的同時又不會影響到調試等操作。毅興自動車床增加防護罩後優點有:全封閉透明設計,無油漬飛濺,更加節約,另一方面,噪音大大降低,更加環保。
 毅興工具機的防護罩是唯一擁有實用新型和外觀設計兩項國家專利的產品,其它均為仿冒。
毅興工具機的防護罩是唯一擁有實用新型和外觀設計兩項國家專利的產品,其它均為仿冒。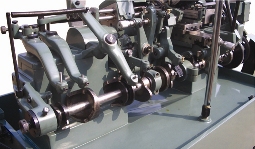 走刀式自動車床凸輪組
走刀式自動車床凸輪組凸輪式自動車床雖然有加工精度穩定、加工速度快獨特的性能,但在數控車床不斷地替代普通車床的發展趨勢中,必然有它的局限性,即調試不方便,需要專業的操作人員。凸輪車床的局限性,也就是它需要改進和發展的地方,如果能把數控技術與凸輪技術合二為一的話,自動車床的發展空間更為強大。這也是自動車床製造商需要不斷地思考和創新之處。
