
型號
 卡盤
卡盤工具機用手動自定心卡盤按其與工具機主軸端部的連線式分為短圓柱和短圓錐卡盤。
短圓柱卡盤一般通過過渡盤連線;短圓錐卡盤可與工具機主軸端部直接連線,短圓錐卡盤連線又分為A1、A2、C、D四種連線形式。A2型因為與工具機主軸端部分外圈螺紋連線,所以強度較A1好,但因卡盤內部結構的限制,除小部分可選用外,大部分只能選用A1型可與工具機主軸端部的內圈螺紡紋連線。C型與工具機主軸端部連線採用插銷螺栓固緊,它屬於快換卡盤的一種,可快速裝卸。D型與工具機主軸端部邊接採用拉桿,由主軸端部凸輪銷緊,它屬於快換卡盤的另一種。短錐卡盤的錐孔設計在卡盤的壓蓋上,並採用內外兩圈螺釘與卡盤體裝配在一起,形成封閉式結構,因此定心精度高、剛性好。懸伸短。
目前國外工具機主軸端部已廣泛採用短圓錐,因此短圓錐卡盤就是工具機選用唯一不可缺少的功能部件,國內依據國際標準,短錐卡盤已開始普及。短錐卡盤雖然比短圓柱卡盤價格相差25%左右,但減過渡盤成本,實際差價不到10%,而短錐卡盤的使用價值遠高於短圓柱卡盤。短圓柱和短圓錐卡盤的卡爪結構分為整體爪和分離爪兩種;整體爪——基本爪和頂爪為一體的卡爪,與基爪是由圓柱頭內六角螺釘連線,可調整為正爪或反爪使用。
分離爪又分為A型和C型兩種:
比如K11250或K11250C又可分別表示:
K11250A
K11250C
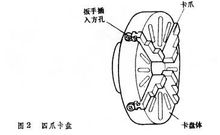
K72系列四爪單動卡盤與工具機主軸端部連線形式分為短圓柱和短圓錐兩種;短圓錐連線採用A2型,因為A2型與工具機主軸端部外圈螺紋連線強度好。
類別 功能 適用工具機及附屬檔案
K10系列二爪自定心卡盤
兩爪同步移動適用於夾持各種對稱零件
普通車床、經濟型數控車床、磨床、銑床、鑽床及工具機附屬檔案——分度頭迴轉台等
K11系列自定心卡盤
三爪同步移動適用於夾掛軸類、盤類、等邊三角形等零件
普通車床、經濟型數控車床、磨床、銑床、鑽床及工具機附屬檔案——分度頭迴轉台等
K12系列四爪自定心卡盤
四爪同步移動適用於夾持四方、四方形零件,也適用於軸類,盤類零件
普通車床、經濟型數控車床、磨床、銑床、鑽床及工具機附屬檔案——分度頭迴轉台等
K72系列四爪單動卡盤
一個卡爪可單獨移動適用於夾持偏心零件和不規則形狀零件
普通車床、經濟型數控車床、磨床、銑床、鑽床及工具機附屬檔案——分度頭迴轉台等.
電氣工程
 卡盤
卡盤卡盤是用U型抱箍固定在電桿上埋於地下,其上口距地面不應小於500MM,允許偏
差±50MM。一般是電桿立起之後,四周分層回填土夯實。卡盤安裝線上路上時,應與線路平行,並應線上路電桿兩側交替埋設。承力桿上的卡盤應安裝在承力側。
與之相聯繫的另一樣材料是底盤。底盤是在電桿底部用以固定電桿的抱箍。
無底盤、卡盤的電桿坑,其挖方體積:V=0.8×0.8h 式中的h表示坑深,“米”為單位。
修複方法
 卡盤
卡盤卡盤由於長時間的使用,卡爪內日磨損,往往呈喇叭形,且定心不好,影響工件的裝卡和加工精度。為此,採用了研磨方法,對三爪卡盤卡爪的內口進行修復。這種方法簡單、經濟,使用效果好。
研磨時,先選擇直徑小於卡盤體內孔的砂輪,其磨料為白剛玉,粒度為46#~60#,安裝在帶有莫氏錐柄的磨桿上,以便於安裝在車床尾座上。然後將卡盤爪移至與砂輪接觸,開動車床,使卡盤以大於960r/min的速度鏇轉,再驅動尾座手輪,使砂輪前後移動。往復研磨幾次後,把卡爪適當收緊,這樣反覆研磨幾次,視爪面都研磨好,即可。
