
基本介紹
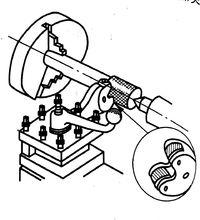 圖1 滾花
圖1 滾花用滾花刀將工件表面滾壓出直紋或網紋的方法稱為滾花。工件經過滾花之後,可增加美感,便於把持,常用於千分套管,絞槓扳手等零件的外表面加工,如圖1所示。
滾花刀分類
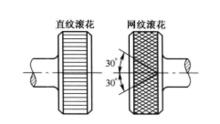 圖2 滾花刀種類
圖2 滾花刀種類滾花刀由滾輪和刀體組成。
按花紋分
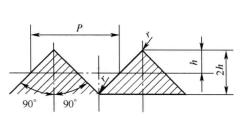 圖3滾花的種類
圖3滾花的種類分為直紋和網紋,如圖2。
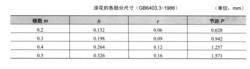 圖4 滾花刀各部分尺寸
圖4 滾花刀各部分尺寸且花紋有粗細之分,並用模數m表示,其形狀及各部分尺寸見圖3和圖4。
滾花的規定標記示例:
模數 m=0.2,直紋滾花,其規定標記為:
直紋 m0.2 GB 6403.3一1986
模數m=0.3,網紋滾花,其規定標記為:
網紋 m0.3 GB 6403.3一1986
按滾花輪的數量分類
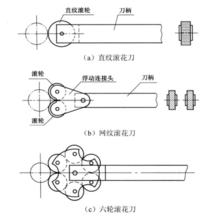 圖5三種滾花刀
圖5三種滾花刀滾花刀可以做成單輪、雙輪和六輪三種。如圖5所示。
單輪滾花刀由直紋滾輪和刀柄構成,如圖5(a)所示,通常用來滾直紋。
雙輪滾花刀由兩隻不同旋向的滾輪和浮動聯接頭及刀柄組成,如圖5(b)所示,通常用來滾網紋。
六輪滾花刀由三對滾輪組成,並通過浮動連線頭支持這三對滾輪,可以分別滾出粗細不同的3種模數的網紋,如圖5(c)所示。
滾花方法
由於滾花過程 滾輪來滾壓被加工表面的金屬層,使其產生一定的塑性變形而形成花紋的,所以,滾花時產生的徑向壓力很大。
滾花前,應根據工件材料的性質和滾花節距P的大小,將工件滾花表面車小(0.8~1.6)m(模數)。
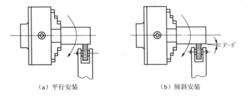 圖6 滾花刀的安裝
圖6 滾花刀的安裝滾花刀裝夾在車床的刀架上,並使滾花刀的裝刀中心與工件迴轉中心等高。如圖6(a)所示。
滾壓有色金屬或滾花表面要求較高的工件時,滾花刀的滾輪表面相對於工件表面向左傾斜3°~5°安裝,這樣容易切入且不容易產生亂紋。如圖6(b)所示。
滾壓注意事項
(1)開始滾壓時,必須使用較大的壓力進刀,使工件刻出較深的花紋,否則易產生亂紋。
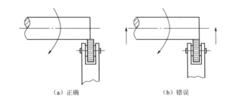 圖7 滾花刀的橫向進給位置
圖7 滾花刀的橫向進給位置(2)為了減小開始滾壓的徑向壓力,可以使滾輪表面1/2~1/3的寬度與工件接觸,如圖7所示。這樣滾花刀就容易壓入工件表面、在停車檢車滾花符合工件要求後,即可縱向機動進刀。如此反覆滾壓1~3次後,直至花紋突出為止。
(3)滾花時,切削速度應降低一些,一般為5~10m/min。縱向進給量選大一些,一般為0.3~0.6mm/r。
(4)滾花時還需澆注切削油以潤滑滾輪,並經常切出滾壓輪產生的切削。
滾花實訓
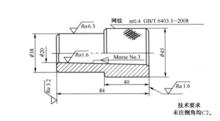 圖9 滾花錐套
圖9 滾花錐套 滾花
滾花滾花實訓任務如圖8,所示(材料:45 鋼;毛坯: )。
車削步驟:
 滾花
滾花 滾花
滾花(1)夾持棒料一端,留出長 。車 外圓即端面。
 滾花
滾花 滾花
滾花 滾花
滾花 滾花
滾花(2)調頭夾持 ,車滾花外圓至 ,長 , 。
 滾花
滾花(3)根據圖樣選擇網紋滾花刀(網紋 ),滾花達圖樣要求。
 滾花
滾花(4)鑽孔 ,車莫氏3 錐度至圖樣要求。
滾花螺釘
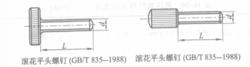 圖9
圖9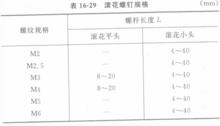 圖10 滾花螺釘規格
圖10 滾花螺釘規格滾花螺釘(圖9)連線,適宜經常作鬆緊動作的場合。滾花螺釘規格表見圖10。
滾花螺母
 圖12 滾花螺母規格
圖12 滾花螺母規格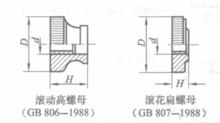 圖11
圖11滾花螺母(圖11)適宜用在便於用手拆裝的場合,其規格見圖12。
