
立式車床簡介
 立式車床
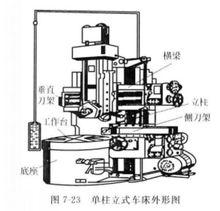
立式車床立式車床的主軸是垂直的,並有一安裝工件的圓形工作檯。如圖所示,為單柱立式車床外形圖。由於工作檯處於水平位置,工件的找正和夾緊比較方便,且工件及工作檯的重力由床身導軌或推力軸承承受,主軸不產生彎曲。因此立式車床適用於加工較大的盤類及大而短的套類零件。
立式車床上的垂直刀架可沿橫樑導軌和刀架座導軌移動,作橫向或縱向進給。刀架座可偏轉一定角度作斜向進給。側刀架可沿立柱導軌上下移動,也可沿刀架滑座左右運動,實現縱向或橫向進給。
簡介
立式車床屬於大型機械設備,用於加工徑向尺寸大而軸向尺寸相對較小,形狀複雜的大型和重型工件。如各種盤,輪和套類工件的圓柱面,端面,圓錐面,圓柱孔,圓錐孔等。亦可藉助附加裝置進行車螺紋,車球面,仿形,銑削和磨削等加工。與臥式車床相比,工件在臥式車床的夾裝飾裡面上的夾裝。而立式車床主軸軸線為垂直布局,工作檯台面處於水平平面內,因此工件的夾裝與找正比較方便。這種布局減輕了主軸及軸承的荷載,因此立式車床能夠較長期的保持工作精度 。
操作規程
操作過程應注意:
1、 工件的毛面不準直接安置在工作檯面上,套用墊鐵或螺旋頂支承;嚴禁利用工作檯面進行其他作業 如用錘擊校正工件、焊接工件等等。
2、 找正工件時只能點動工作檯低速迴轉找正,不準高速找正。
3、 開停工作檯時,工作檯開停手把只能用手扳動,嚴禁用腳蹬。
4、 工作檯轉動時不準乾做橫樑升降和刀架快速移動。
5、 移動橫樑時須先鬆開夾緊裝置,移動完畢應立即夾緊。橫樑每次下降後,應其上升少許,以消除絲槓、螺母間隙。
6、 不允許垂下直刀架及側刀架的滑枕伸出很長的情況下進行重力切削加工;使用垂直刀架進行加工,特別是作重力切削時,應將棟樑儘可能降到接近工作的位置上。
7、 作斷續切削加工時,要適當減少進刀量和工作檯轉速。
8、 變速時操縱桿必須推到規定的位置。如齒輪未嚙合好,應以工作後微動進行調正,不準強制操作 。
普通車床、數控車床、立式車床的區別
 立式車床
立式車床普通車床靠齒輪和普通絲槓螺母傳動。由於各運動副間存在間隙,加上手工操作不準確,因此重複精度較低。普通車床測量時需停車後手工測量,測量誤差較大,而且效率低下。適合批量較小,精度要求不高,零活類零件。它投資較數控低但對工人的操作技能要求較高,因此工資水平高。低水平工人的廢品率和生產率會讓你頭疼。
數控車床靠步進電機帶動滾珠絲槓傳動,由於滾珠絲槓可以有過盈量,傳動無間隙,精度主要靠工具機本身和程式保證。在加工過程中可以自動測量,並能自動補償刀具磨損及其他原因產生的誤差。所以加工質量好,精度穩定。還可以用編程的方法車出形狀複雜,普通車床難以加工的零件。適合精度高,批量大,形狀複雜的零件。但小批量生產也很好用。它的維修費用較普通車床高。
立車主要用於大件,它的主軸是垂直的。立車也有數控的。由於高技術水平的人才越來越缺,新上的企業多採用數控,以提高生產率和產品質量,降低廢品率和成本。
維護
 立式車床
立式車床延長元器件的壽命和零部件的磨損周期,預防各種故障,提高立式車床的平均無故障工作時間和使用壽命 。
注意事項
1.立式車床的使用環境
立式車床最好使其置於有恆溫的環境和遠離震動較大的設備(如沖床)和有電磁干擾的設備。
2.電源要求
3.立式車床應有操作規程進行定期的維護、保養,出現故障注意記錄保護現場等。
 立式車床
立式車床4.立式車床不宜長期封存
5.注意培訓和配備操作人員、維修人員
立式車床系統的維護
1.嚴格遵守操作規程和日常維護制度。
2.防止灰塵進入電控裝置內漂浮的灰塵和金屬粉末容易引起電器元器件間絕緣電阻下降,從而出現故障甚至損壞元器件。
3.定時清掃電控櫃的散熱通風系統。
單柱立式車床
單柱立式車床屬立車系列中萬能型普通車床,適用於多種中小型環形件、殼體及法蘭等零件的外園、外錐面、內孔、內錐面車削及鑽孔、擴孔、鏜孔等加工。值得一提的是專為鋼球設備的球板加工而設計的,同時亦廣泛適用於各種盤狀零件的加工
