
定義
溫-焓(T-H)圖,可以充分地描述工藝物流及公用工程物流的熱特性,簡單實用。縱軸為溫度T( ℃),橫軸為焓H(W或kW)。一物流標繪在T-H圖上為一條線段,該線段可以平行於橫軸移動而不改變物流數據。多組分物流有時在圖中表示為曲線,如多組分飽和液體汽化,多組分飽和蒸汽冷凝。熱物流線段標繪在冷物流線段的上方,則表示兩者匹配換熱,兩線段之間的垂直距離為傳熱溫差。T-H圖可以方便地用於熱系統的綜合工作 。
夾點技術
 T-H圖
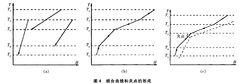
T-H圖夾點技術的套用關鍵在於在溫-焓(T-H)圖上繪製整個系統的冷/熱組合曲線 ,找出夾點位置,並確定夾點溫差 。具體為:將過程的所有冷/熱物流按溫度變化和焓的變化值在溫-焓圖上繪出 ,把任何給定溫度範圍內的所有物流的熱容流率加在一起 ,這樣在溫-焓圖上產生2條分別包含所有熱流和冷流的組合曲線。由於物流的熱量變化量用Δh表示,故冷熱物流組合曲線沿H軸平移 ,不改變物流的溫度和熱量變化量 ,即可得合適夾點溫差的T-H圖,如下圖 。
由圖可得每段曲線的斜率為:
 T-H圖
T-H圖式中:k為線段的斜率;m為每段物流的質量流率;c為每段物流的定壓比熱容,J/(kg·K) 。
基於夾點技術的修正布雷頓循環的最佳化分析
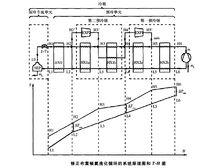
修正布雷頓循環與柯林斯循環相似,由1 個壓縮機 、2個預冷級 、1個換熱器和一級深冷節流單元串聯而成。但是經過第一預冷級膨脹機的流體並未匯入低壓側流體,而是進入第二預冷級的第一個換熱器繼續被冷卻,其系統原理圖和T-H圖如圖。
T-H圖由於T-H圖中,每段組合曲線的斜率為則高壓側流體經過換熱器HX2b後由於膨脹機EXP1的分流,進入HX2a的物流量m'明顯減少,所以H4-H5段的斜率k增大。同理,H3-H4段由於膨脹機 EXP1的物流與進入換熱器HX1b的物流混合,則 H3-H4段的斜率減小,且與 H5-H6 的斜率基 本一 致 ;同理,H2-H3段 、H1-H2 段斜率增大,與 H4-H5段基本一致。由於部分流體 被液化,進入 HX0換熱器低壓側的物流流量小於 HX0換熱器高壓側的物流流量,故 L1-L2段的斜率大於 H1-H2 段 。 又 HX1a 換熱器的低壓側入口處,2股物流混合,流量增大 ,L2-L6 段的斜率減小。因此,預冷單元中的膨脹機可通過分流的比例控制高壓側流體的溫差。如下圖所示,此循環中共三個夾點,令夾點溫差為1K 。
 T-H圖
T-H圖