
概念
SPC即統計過程控制。在生產過程中,產品的加工尺寸的波動是不可避免的。它是由人、機器、材料、方法和環境等基本因素的波動影響所致。波動分為兩種:正常波動和異常波動。正常波動是偶然性原因(不可避免因素)造成的。它對產品質量影響較小,在技術上難以消除,在經濟上也不值得消除。異常波動是由系統原因(異常因素)造成的。它對產品質量影響很大,但能夠採取措施避免和消除。過程控制的目的就是消除、避免異常波動,使過程處於正常波動狀態。
技術原理
統計過程控制(SPC)是一種藉助數理統計方法的過程控制工具。它對生產過程進行分析評價,根據反饋信息及時發現系統性因素出現的徵兆,並採取措施消除其影響,使過程維持在僅受隨機性因素影響的受控狀態,以達到控制質量的目的。當過程僅受隨機因素影響時,過程處於統計控制狀態(簡稱受控狀態);當過程中存在系統因素的影響時,過程處於統計失控狀態(簡稱失控狀態)。由於過程波動具有統計規律性,當過程受控時,過程特性一般服從穩定的隨機分布;而失控時,過程分布將發生改變。SPC正是利用過程波動的統計規律性對過程進行分析控制的。因而,它強調過程在受控和有能力的狀態下運行,從而使產品和服務穩定地滿足顧客的要求。
選擇緣由
在我國SPC理論的套用還沒有普及。隨著市場競爭的日益激烈,企業對產品的質量提出了更高的要求,特別是生產國際化的產品,企業將面臨著全球化的產品競爭,而產品競爭的法寶就是以質取勝,質量無國界,企業要想加入全球產業鏈之中,就必須按照國際統一的質量管理標準和方法進行質量管理,紛紛通過了ISO9000、QS9000等質量管理認證。而國際標準化組織(ISO)也將SPC作為ISO9000族質量體系改進的重要內容,QS9000認證也將SPC列為一項重要指標。鑒於此,世界許多大公司不僅自身採用SPC,而且要求供應商也必須採用SPC控制質量,SPC業已成為企業質量管理必不可少的工具和質量保證手段,也是利用高新技術改造傳統企業的重要內容。-
套用SPC進行質量控制可使企業獲得以下幾方面的好處:
A、提高產品合格率,降低生產成本,提高企業效益
B、降低產品售後服務費用,包括因質量原因引發的退貨、換貨、修理-
C、實時監控企業質量管理過程,全面掌握質量動態,及時發現質量變異-
D、多種控制圖提供質量變異分析方法,提供質量管理決策支持,使質量管理者能找出真正使質量變異的原因,有助於企業持續改善質量-
E、獲得採購商對質量管理的認可,從而獲得更多客戶-
F、提升現代管理及信息化建設水平,改善企業形象-
"SPC統計過程控制系統"通過對生產過程的控制,防止不合格品的出現,達到降低質量成本目的;通過防止不合格產品流向用戶,降低了用戶抱怨和賠償。
優點
SPC強調全過程監控、全系統參與,並且強調用科學方法(主要是統計技術)來保證全過程的預防。SPC不僅適用於質量控制,更可套用於一切管理過程(如產品設計、市場分析等)。正是它的這種全員參與管理質量的思想,實施SPC可以幫助企業在質量控制上真正作到"事前"預防和控制, SPC可以:
1)對過程作出可靠的評估;
2)確定過程的統計控制界限,判斷過程是否失控和過程是否有能力;
3)為過程提供一個早期報警系統,及時監控過程的情況以防止廢品的發生;
4)減少對常規檢驗的依賴性,定時的觀察以及系統的測量方法替代了大量的檢測和驗證工作;
有了以上的預防和控制,企業當然是可以:
1)降低成本
2)降低不良率,減少返工和浪費
3)提高勞動生產率
4)提供核心競爭力
5)贏得廣泛客戶
6)更好地理解和實施質量體系
SPC統計過程控制作為質量改進的重要工具,不僅適用於工業工程,也適用於服務等一切過程性的領域。在過程質量改進的初期,SPC可幫助確定改進的機會,在改進階段完成後,可用SPC來評價改進的效果並對改進成果進行維持,然後在新的水平上進一步開展改進工作,以達到更強大、更穩定的工作能力。
統計過程
1、前言─SPC的由來、發展和基本要求
2、識別關鍵控制點
3、數據變異的衡量和分析·直方圖
4、數據的動態變異·控制圖
4.1、隨機波動與異常波動
4.2、ISO 8258:1991《休哈特控制圖》(Control Chart)要點
4.3、常規控制圖的類型和實例 s 控制圖的結構和概念解釋 s 控制圖類型和用途
1) X平均與極差圖
(均值—極差控制圖、均值—標準差控制圖、中位數—極差控制圖、單值—移動極差控制圖) s 結構和套用流程
2) I和MR控制圖 s 結構和套用流程 s 舉例
3) 離散U、C、P、NP控制圖
s 結構和套用流程 s 舉例 s 如何收集數據 s 採樣及數據收集 s 設定和維持控制界限
4.4、控制圖制訂和使用中的若干實際問題
4.5、現代控制圖技術案例
5、過程能力與過程性能(Process Capability / Performance)分析以及相應的指數CPK、PPK的套用
6、過程能力/性能的保證和提高---查找原因採取糾正/預防措施的邏輯推理工具 s 5M1E要素 s 分層法與排列圖 s 用於因果關係和邏輯關係分析的非數字資料方法工具:因果圖、系統圖與“5Why分析表”、關聯圖、故障樹分析(FTA)、過程決策程式圖(PDPC)法
7、如何實現有效的SPC現場控制 s 受控的標準 s 流程失控的表現 s 失控的現場應對 s 練習製作控制圖進行失控分析 s SPC實施中現場“看得見管理”套用的直觀顯示圖表
8、SPC的效果評估的方法 s 顯著性檢驗 s 統計抽樣檢驗
9、回歸分析 s 一元線性回歸分析 s 曲線回歸 s 雙列相關分析
10、方差分析 s 方差分析的基本概念及其套用 s 方差分析在MSA(測量系統分析)中的套用 s 多重比較:q檢
11、試驗設計(Design of Experiment, DOE)--介紹正交試驗設計
12、SPC項目的開展(SPC在QCC/QIT、6Sigma項目活動中的套用)
兩個階段
一是分析階段,二是監控階段。在這兩個階段所使用的控制圖分別被稱為分析用控制圖和控制用控制圖。
分析階段首先要進行的工作是生產準備,即把生產過程所需的原料、勞動力、設備、測量系統等按照標準要求進行準備。生產準備完成後就可以進行生產,注意一定要確保生產是在影響生產的各要素無異常的情況下進行;然後就可以用生產過程收集的數據計算控制界限,做成分析用控制圖、直方圖、或進行過程能力分析,檢驗生產過程是否處於統計穩態、以及過程能力是否足夠。如果任何一個不能滿足,則必須尋找原因,進行改進,並重新準備生產及分析。直到達到了分析階段的兩個目的,則分析階段可以宣告結束,進入SPC監控階段。
監控階段的主要工作是使用控制用控制圖進行監控。此時控制圖的控制界限已經根據分析階段的結果而確定,生產過程的數據及時繪製到控制上,並密切觀察控制圖,控制圖中點的波動情況可以顯示出過程受控或失控,如果發現失控,必須尋找原因並儘快消除其影響。監控可以充分體現出SPC預防控制的作用。
在工廠的實際套用中,對於每個控制項目,都必須經過以上兩個階段,並且在必要時會重複進行這樣從分析到監控的過程。
管制圖
現場管理品質,必須依品質特性來管理,而品質特性值是隨著時間作高高低低地變化,那么,到底要高到什麼程度或低到什麼程式才算是異常?此時必須設定有管制上下限來管理,如果有點超出管制界限,必須調查原因,採取行動,使製程恢復正常。
“品質管制始於管制圖,終於管制圖”,由此可以看出管理圖的重要性,因此,要使品質穩定,唯有靠管制圖來作品質管理的工作。所謂管制圖,是一種以實際產品品質特性與根據過去經驗所判明的製程能力的管制界限比較的,以時間順序表示的圖形。
所以,一般管制圖縱軸為製品的品質特性,以製程變化的數據為分度,橫軸為製品的群體號碼,或製造年月日等,以時間順序、製造順序,將點繪在圖上。
SPC 管制圖概述
SPC管制圖又稱SPC控制圖、休哈特圖,是一種將顯著統計原理套用於管制生產過程的圖形方法,是用來區分過程中的偶然波動和異常波動,並判斷過程是否處於統計管制狀態的一種工具。偶然波動一般在預計界限內隨機重複,是由過程固有的隨機原因引起的,是一種正常波動;異常波動是由系統原因引起的,這些系統因素不常存在,但是一旦出現,對過程結果影響顯著,需要對其影響因素加以判別、調查,採取措施消除,使過程處於受控狀態。
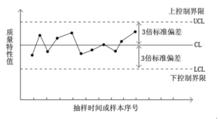
SPC管制圖建立在數理統計學的基礎上,由美國貝爾電話公司休哈特工程師發明的一種非常實用的管制方法,他把統計學中的“發現異常”作為控制生產過程中的一種工具。因此,“發現異常”成為SPC管制圖的基礎。它利用有效數據建立管制界限,一般分上管制限(UCL)和下管制限(LCL),上管制限通常設為管制中心線CL+3σ,σ為標準偏差,下管制限設為CL-3σ。如果該過程不受系統原因影響,那么,得到的觀測數據將不會超出管制界限。
 SPC統計過程控制
SPC統計過程控制SPC管制圖的形式見下圖。橫坐標是抽樣時間(管制用管制圖)或樣本序號(分析用管制圖),縱坐標是質量特性值的坐標。圖中有三條水平線,上面一條是上管制界限UCL用虛線表示,中間一條是中心線用細實線或點劃線表示,下面一條是下管制界限LCL,也用虛線表示。
SPC 管制圖的作用
SPC管制圖是對過程進行動態管制的工具。對生產過程控制時,定時抽取樣本, 通過對樣本檢測所得出的質量特性值數據,在SPC管制圖上打點,點與點之間再用細實線連線起來就形成了一條折線。當點子越出管制界限,或點子雖然在管制界限內,但排列存在缺陷(不是隨機排列),則說明過程出現了異常。其作用主要體現為:
1、 在質量診斷方面,可以用來度量過程的穩定性,即過程是否處於統計控制狀態;
2、 在質量控制方面,可以用來確定何時需要對過程加以調整,何時需使過程保持相應的穩定狀態;
3、 在質量改進方面,可以用來確認某過程是否得到了改進。
