
基本介紹
織物在染整過程中經向受到張力,經向的屈曲波高減小,因而會出現伸長現象。親水性纖維織物浸水濕透時,纖維發生溶脹,經、緯紗的直徑增加,從而使經紗屈曲波高增大,織物長度縮短,形成縮水。長度縮短與原來長度的百分比稱為縮水率。機械預縮是把織物先經噴蒸汽或噴霧給濕,再施以經向機械擠壓,使屈曲波高增大,然後經松式乾燥。預縮後的棉布縮水率可以降低到1%以下,並由於纖維、紗線之間的相互擠壓和搓動,織物手感的柔軟性也會得到改善。毛織物可採用鬆弛預縮處理,織物經溫水浸軋或噴蒸汽後,在鬆弛狀態下緩緩烘乾,使織物經、緯向都發生收縮。
預縮設備
織物的機械預縮設備主要有:
橡膠毯預縮機
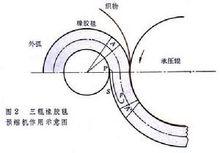 圖二
圖二常用的是三輥式,主要由一定厚度並富有彈性的環狀無接縫橡膠毯、餵布輥和表面光滑並可加熱的承壓輥組成(圖1)。橡膠毯保持適當的張力循環運行,經過餵布輥和承壓輥之間,兩輥對橡膠毯有一軋點P(圖2),織物自軋點P進入承壓輥和橡膠毯之間,並隨之運行。橡膠毯包在餵布輥上時其外弧受到延伸(圖2中之A),當橡膠毯經過軋點包於承壓輥時,原來延伸的外弧即轉變為內弧而收縮(圖2中之A');此外,橡膠毯進入軋點P時被壓薄而伸長,出軋點後在PS段內自行收縮並逐漸恢復到原來厚度,使織物在橡膠毯和承壓輥的緊壓下,隨著橡膠毯一起收縮而取得預縮效果。三輥預縮機配有給濕、松式烘乾裝置,可用於棉織物及棉與化纖的混紡織物。
兩輥阻滯預縮機
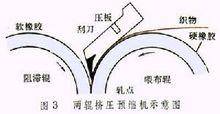 圖三
圖三主要由餵布輥、阻滯輥和壓板刀組成(圖3)。餵布輥表面光滑,運行速度較快。阻滯輥的橡膠表面硬度較低,運行速度較餵布輥稍慢。壓板的前端安裝在進入兩輥軋點的附近處。在預縮過程中,由餵布輥以較快速度將織物餵入,進入軋點時,由於阻滯輥速度較慢以及壓板前端的阻力,織物受到擠壓而收縮。調節餵布輥與阻滯輥的速度差,或控制壓板前端與軋點的間距,就能掌握織物的收縮效果。兩輥預縮機與給濕、烘乾等裝置組合,套用於針織物。 織物用附有超餵裝置的針板拉幅機進行拉幅時,由於經向鬆弛超量餵布和緯向施加張力,也可得到經向預縮效果,尤適用於輕薄類織物。
