通過凸模加壓給液體,由液體將壓力傳給坯料,使金屬通過凸模成形。由於坯料側面無普通擠壓時存在的摩擦力所以變形均勻,可提高擠壓變形量所需的擠壓力也比普通擠壓時小。主要用於擠壓大變形量的線材、型材或是擠壓低塑性材料。
 靜液擠壓
靜液擠壓室溫靜液壓後鎂合金的表面質量良好;由於加工硬化的作用,鎂合金抗拉強度、屈服強度和硬度分別提高20%,60%和54%;變形過程發生了孿生動態再結晶,孿晶和二次孿晶的產生可以阻礙裂紋擴展,鎂在基面滑移與孿生的互動作用下形成微晶和孿晶位錯;室溫靜液擠壓的鎂合金具有良好的金屬流動性,應力分布狀況亦有利於變形;採用室溫靜液擠壓,可實現鎂合金室溫下大變形量的形變,是強化鎂合金的有效途徑之一。
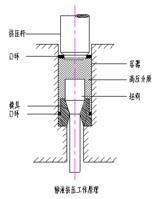
鎂合金室溫靜液壓變形強化工藝,涉及有色金屬塑性成型技術。按預先設計擠壓比加工鎂合金坯料;將坯料安裝在擠壓模中以密封圈密封處理;將坯料和擠壓模安裝到擠壓機擠壓筒中並予以固定;以密封圈對擠壓機擠壓桿頭部進行密封並向擠壓筒內填充液壓油;在室溫下開啟擠壓機選擇壓強推動擠壓桿進行鎂合金坯料靜液擠壓;退模取出變形後的鎂合金產品。本發明材料變形始終處於很高的三向壓應力狀態,材料的塑性隨壓應力的增加而增加,適合於較脆、滑移系少的鎂合金室溫形變強化,坯料不接觸擠壓筒筒壁,無摩擦,比通常熱機械擠壓力小,由於坯料與擠壓模處於流體動力潤滑狀態,故摩擦力小,模具壽命長,材料力學性能均勻,製品表面光潔度高。
相關詞條
| 液壓 | 靜液壓潤滑 |
