
焊接電源
 電渣焊
電渣焊電渣焊對焊接電源的基本要求如下。
1.保持穩定的電渣過程。焊接過程中,不應出現電弧放電過程或電渣、電弧混合過程,否則將破壞正常的焊接工藝參數,電渣電源應選平特性電源(其空載電壓低和感抗小)。
2.維持焊接電流電壓穩定不變。電渣焊時,焊絲等速送進,渣池中的電流-電壓特性為上升曲線,因此當網路電壓發生變化送絲速度變化時,具有平特性的焊接電源所引起的焊接電流電壓變化小,自身調節作用強。
3.電渣焊要求有足夠的功率,空載電壓較低,還具有平特性的焊接電源。通常電渣焊均採用交流電源,其型號有BP1-3×1000和BP1-3×3000(具有平特性的弧焊變壓器),若沒有平特性的焊接電源,也可暫用有下特性的弧焊電源代替。
基本內容
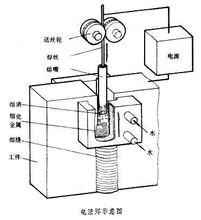
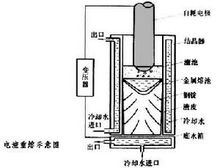
電渣焊 電渣焊是利用電流通過熔渣所產生的電阻熱作為熱源,將填充金屬和母材熔化,凝固後形成金屬原子間牢固連線。在開始焊接時,使焊絲與起焊槽短路起弧,不斷加入少量固體焊劑,利用電弧的熱量使之熔化,形成液態熔渣,待熔渣達到一定深度時,增加焊絲的送進速度,並降低電壓,使焊絲插入渣池,電弧熄滅,從而轉入電渣焊焊接過程。
電渣焊主要有熔嘴電渣焊、非熔嘴電渣焊、絲極電渣焊、板極電渣焊等。
它的缺點是輸入的熱量大,接頭在高溫下停留時間長、焊縫附近容易過熱,焊縫金屬呈粗大結晶的鑄態組織,衝擊韌性低,焊件在焊後一般需要進行正火和回火熱處理。
生產實踐
當前情況
在製造業中,電渣焊過程用於厚板拼接,煉鋼廠高爐的垂直焊接,大型鑄件、鍛件的焊接,小管電渣焊機主要用於建築鋼結構隔板的焊接,法蘭的焊接。在壓水堆核電站中,最核心的反應壓力容器(RPV,低碳合金鋼)中的不鏽鋼內襯為板極電渣焊堆焊。
目前的重要問題製造
 電渣焊
電渣焊20世紀70年代,在調查、研究能夠提高焊接速度的方法時,很多的人對電渣焊表示出了興趣。它被看成是提高生產率的重要參數和減少線能量以改善熱影響區和焊接金屬衝擊特性的方法。
但是從那時起,電渣焊的發展只取得了很小的成效。這些發展都局限在某些特殊套用的參數調整和裁剪技術上。
優點
該過程的主要優點是:
☆完成接縫的速度,一般是1m接縫/小時,不考慮厚度;
☆無角形變;
☆邊角形變被限制在3mm /m焊縫;
☆形成高質量的焊縫;
☆簡單的接頭準備,如火焰切割直角邊緣;
☆通過切割所有焊縫和重複焊接可方便地進行大型的修理。
風險
電渣焊的焊接過程都比較長,因為它的線能量會產生粗大的焊接金屬顆粒,熱影響區會導致差的斷裂韌性出現。焊後需熱處理或者是在焊接過程中添加特殊的金屬元素,才能改善韌性、細化晶體,應使用專用的超音波無損檢測設備檢測。
