
簡介
帶極電渣堆焊是在帶極埋弧堆焊基礎上發展起來的,它利用導電熔渣的電阻熱熔化母材和焊帶。和帶極埋弧堆焊相比,帶極電渣堆焊有更高的熔敷率,更快的堆焊速度,更低的稀釋率,更低的焊劑消耗和更純淨的堆焊金屬。
 帶極電渣堆焊
帶極電渣堆焊工作原理
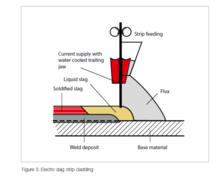 圖1 電渣焊原理圖
圖1 電渣焊原理圖帶極電渣堆焊是把持電流利過液態熔渣所發作的電阻熱作為熱源,焊條將電極(焊絲或板極)和焊件概略消融,冷卻後組成堆焊層的工藝法子。起頭先在極板與評論底部之間引燃電弧,把持電弧熱使焊劑消融組成渣池後,電弧燃燒,熱源廉價由電弧熱過渡到熔渣電阻熱。因為消融的金屬密度大,下沉組成液體金屬熔池,熔渣密度小,浮於熔池下面,渣池籠蓋在金屬熔池概略,保護金屬熔池不被氣氛淨化。跟著電極的不竭消融,熔池中液體金屬和熔渣均不竭上升,離熱源較遠的下部液體金屬,在冷卻成形水套的強制冷卻下凝聚成堆焊層。電渣槽中產生的熱量熔化伸進電渣槽內的基體金屬和焊帶,電渣焊原理 如圖1。
 水冷夾鉗
水冷夾鉗與埋弧帶極堆焊相比,熔融電渣良好的熱導率避免了電弧飛濺。焊劑的成分對熱導率、固化和粘性等都有影響。為了提高大電流下的熔敷層厚度,焊劑鹼度和氟化物含量通常很高,使其具有較高的導電性和較低的粘性。電渣槽的溫度大約為2300℃,形成了薄層的導電液態熔渣,並能熱輻射。由於大量的熱量積累,採用水冷夾鉗是非常有必要的。由於電流很大,所以ESW焊接機頭比帶極埋弧堆焊機頭重很多。
帶極電渣焊特徵
與帶極埋弧堆焊相比,ESW具有如下特點:
(1)熔敷率提高了60%-80%。
(2)由於熔深很淺(大約10%-15%的稀釋率),只有一半稀釋到母材中。
 熔敷率示意圖
熔敷率示意圖(3)焊接電壓低(24-26V)。
(4)電流和電流密度大(60 rain寬焊帶通過電流為1000-1250A,相應電流密度為33-42A/mm ),尤其是高速焊劑允許焊接電流超過2000A,相應電流密度為70A/ram 。
(5)提高了焊接速度(50%-200%),導致覆蓋面積提高。
(6)熱輸入量大致相同。
(7)焊劑燒損低(大約0.4-0.5kg/kg)。
(8)ESW焊焊縫金屬的固化速率很低,有利於氣孔逸出,減少氣孔缺陷。氧氣能夠從熔融的電渣池中逸出到表面;堆焊層金屬表面相當乾淨,從冶金學角度看,減少了熱裂和晶間腐蝕傾向。工業生產實際套用中,產品的焊縫表面相對基體金屬,具有較高的熔敷率和較低的稀釋率是非常重要的。帶極埋弧堆焊已經廣泛套用於表面大面積堆焊,但是電渣堆焊技術正在逐漸占據主導地位。
工藝參數
採用合理的堆焊工藝參數是保證電渣堆焊過程穩定,焊縫質量良好的有效手段。影響帶極電渣堆焊質量的工藝參數最主要的有焊接電壓、電流和焊接速度,其次還有乾伸長,焊劑層厚度,焊道間搭接量、焊接位置等。
① 精確控制焊接電壓對帶極電渣堆焊具有重要意義,當電壓太低,有帶極粘連母材的傾向。電壓太高,電弧現象明顯增加,熔池不穩定,飛濺也增大,推薦的焊接電壓可在20~30V之間優選。
② 焊接電流對帶極電渣堆焊質量影響也較大。焊接電流增加,焊道的熔深、熔寬、堆高均隨這增加,而稀釋率略有下降,但電流過大,飛濺會增加。不同寬度的帶極應選擇不同的焊接電流,比如對φ75mm×0.4mm的帶極,電流可在1000~1300A之間優選。
③ 隨著焊接速度的增加,焊道的熔寬和堆高減小,熔深和稀釋率增加,焊速過高,會使電弧發生率增加,為控制一定的稀釋率,保證堆焊層性能,焊接速度一般控制在15~425px/min。
④ 帶級電渣堆焊時,母材傾角會影響稀釋率和焊道成形,一般推薦採用水平位置或稍帶坡度(1º~2º)的上坡焊為宜。
⑤ 其他一些參數的推薦值為:帶極伸出長度為25~35mm,焊劑厚度25~35mm,焊道搭接量5~10mm 。
帶極電渣堆焊焊劑
 帶極電渣堆焊焊劑
帶極電渣堆焊焊劑獲得穩定電渣過程的另一個必要條件是焊劑必須具有良好的導電性。一般電渣堆焊焊劑的電導率需達2~3Ω-25px-1,為普通埋弧焊焊劑的4~5倍。國內外採用的電渣焊劑多為燒結型。焊劑電導率的大小,取決於焊劑組分中氯化物(NaF、CaF2、Na3AIF6等)的多少,當氯化物(質量分數)少於40%,堆焊過程為電弧過程,在40%~50%範圍大致是電弧、電渣聯合過程;當氯化物大於50%後,可形成全電渣過程。CaF2既是良好的導電材料又是主要的造渣劑,因此CaF2通常是電渣堆焊焊劑的主要成分。
除了導電性外,焊劑還需有良好的堆焊工藝性(脫渣、成形、潤濕性)及良好的冶金特性(合金元素燒損小,不利元素增量少),適宜的粒度(一般比埋弧焊焊劑粒度細)。滿足上述要求,已用於生產的焊劑種類很多,如有國外的FJ-1(日本)、EST122(德國)、Sandvik37S(美國);國產的SJ15、SHD202等等。
比如,ESAB公司生產的OKFlux 10.10用於60*0.5mm焊帶焊接電流可達1800A, OK Flux 10.14用於60*0.5mm焊帶焊接電流可達2300A,適用於奧氏體不鏽鋼的堆焊。OK Flux 10.11特別適合鎳基合金的堆焊. OK Flux 10.12特別適用於小直徑圓柱形物體的表面堆焊 。
磁控裝置
對於寬頻極(帶極寬度大於60mm)電渣堆焊,由於磁收縮效應,會使堆焊層產生咬邊,隨著帶極寬度增加,堆焊電流增大,咬邊現象越重,因此必須採用外加磁場的方法來防止咬邊的產生(磁控法)。同時必須合理布置磁極位置,選擇合理的激磁電流大小,外加磁場太強或太弱均會影響堆焊焊道的成形。二個磁極的磁控電流應可分別調整。比如對於非預熱的平焊位置的工件,當帶極為60mm×0.5mm時,磁控裝置的南、北極控制電流分別為1.5A和3.5A;對於90mm×0.5mm的帶極則分別為3A和3.5A。
