
概述
 氣焊工藝
氣焊工藝(1)焊絲和焊劑
氣焊所用的焊絲是沒有藥皮的金屬絲;其成分與工件基本相同,原則上要求焊縫與工件達到相等的強度。
焊接合金鋼、鑄鐵和有色金屬時,熔池中容易產生高熔點的穩定氧化物,如Cr2O3、SiO2和Al2O3等,使焊縫中夾渣。故在焊接時,使用適當的焊劑,可與這類氧化物結成低熔點的熔渣,以利浮出熔池。因為金屬氧化物多呈鹼性,所以一般都用酸性焊劑,如硼砂、硼酸等。焊鑄鐵時,往往有較多的SiO2出現,因此通常又會採用鹼性焊劑,如碳酸鈉和碳酸鉀等。使用時,通常用焊絲蘸在端部送入熔池。
焊接低碳鋼時,只要接頭表面乾淨,不必使用焊劑。
(2)焊接規範
氣焊的接頭型式和焊接空間位置等工藝問題的考慮,與手工電弧焊基本相同。氣焊的焊接規範則主要是確定焊絲的直徑、焊嘴的大小以及焊嘴對工件的傾斜角度。
焊絲的直徑是根據工件的厚度而定。焊接厚度為3mm以下的工件時,所用的焊絲直徑與工件的厚度基本相同。焊接較厚的工件時,焊絲直徑應小於工件厚度。焊絲直徑一般不超過6mm。
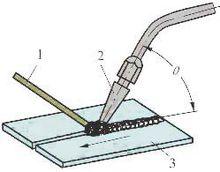
焊炬端部的焊嘴是氧炔混合氣體的噴口,如圖1所示。每把焊炬備有一套口徑不同的焊嘴,焊接厚的工件應選用較大口徑的焊嘴。焊嘴的選擇見表1。
表1焊接鋼材用的焊嘴
焊嘴號12345
工件厚度(mm)
此外,焊接時焊嘴中心線與工件表面之間夾角(θ)的大小,將影響到火焰熱量的集中程度。焊接厚件時,應採用較大的夾角,使火焰的熱量集中,以獲得較大的熔深。焊接薄件時則相反。夾角的選擇見表2。
表2焊嘴與工件的夾角
夾角(度)30405060
工件厚度(mm)1-33-55-77-10
氣焊基本操作要領
 氣焊工藝
氣焊工藝(1)點火、調節火焰與滅火
點火時,先微開氧氣閥門,再打開乙炔閥門,隨後點燃火焰。這時的火焰是碳化焰。然後,逐漸開大氧氣閥門,將碳化焰調整成中性焰。同時,按需要把火焰大小也調整合適。滅火時,應先關乙炔閥門,後關氧氣閥門。
(2)堆平焊波
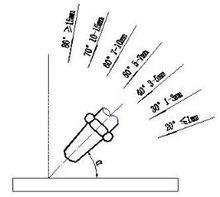
氣焊時,一般用左手拿焊絲,右手拿焊炬,兩手的動作要協調,沿焊縫向左或向右焊接。焊嘴軸線的投影應與焊縫重合,同時要注意掌握好焊嘴與焊件的夾角α,如圖2。焊件愈厚,α愈大。在焊接開始時,為了較快地加熱焊件和迅速形成熔池,α應大些。正常焊接時,一般保持α在30°~50°範圍內。當焊接結束時,α應適當減小,以便更好地填滿熔池和避免焊穿。焊炬向前移動的速度應能保證焊件熔化並保持熔池具有一定的大小。焊件熔化形成熔池後,再將焊絲適量地點入熔池內熔化。
工藝參數
氣焊的工藝參數主要有接頭形式和坡口形式、火焰種類、火焰能率、焊接方向、韓最傾角和焊絲直徑等。
1.接頭形式的坡口形式
氣焊常用的接頭形式主要為對接、角接和卷邊接頭。由於氣焊之適用於焊接較薄的工件,因此其坡口形式多為I形和V形。
2.火焰種類
氣焊時,應更根據不同的鋼種,採用不同種類的火焰。按氧氣與乙炔的混合比例不同,氣焊火焰可分為碳化焰、中性焰和氧氣焰三種。
(1)碳化焰。延期和乙炔混合比小於1時的火焰成為碳化焰。其特點是:乙炔過剩,火焰中有游離狀態碳和較多氫,內焰呈淡白色,具有較強的還原作用。其最高溫度:2700-3000o。碳化焰用於焊接高碳鋼、高速鋼、鑄鐵、硬質合金等。
(2)中性焰。氧與乙炔混合比為1-1.2時的火焰成為中性焰。其特點是:既無過剩的氧,也無過剩的乙炔,內焰區的氣體為CO和H2,而且具有一定還原性。其最高溫度為3050-3250oC。中性焰的套用廣泛,可用於氣焊接低碳鋼、中碳鋼、不鏽鋼、紫鋼、錫青銅、鋁及合金、鉛、鎂合金。
(3)氧化焰。氧與乙炔緩和比大於1.2時的火焰成為氧化焰。其特點是:有過剩的氧,具有氧化性,火焰的內焰和外焰分不清。其最高溫度可達3100-3300oC。微氧化焰是用於焊接黃銅、錳黃銅、鍍鋅鐵皮等。
3.火焰能率
氣焊的火焰能率主要取決於焊炬型號及焊嘴號的大小。生產中應更具焊件的厚度來選擇焊炬型號及焊嘴號,當兩者選定後,還可根據接頭形式,焊接位置等具體工藝條件,在一定的範圍內調節火焰的大小,即火焰能率。
焊件的導熱性越強,氣焊時所需的火焰能率就越大。如在相同的工藝條件下,其含鋁和紫銅的火焰能率比低碳鋼大。
4.焊接方向
氣焊時,通常所指的焊接方向主要有兩種:一種是自左向右施焊,稱右焊法;另一種是自右向左施焊,成左焊法。在通常情況下,左焊法適用於焊接較薄的工件;右焊法適用於焊接較厚的工件。
5.焊嘴傾角
氣焊時,一般要將焊嘴向焊件表面傾斜一定的角度()。因此,通常將焊嘴與焊件平面間小於90o稱為焊嘴傾角。焊嘴傾角大,火焰的熱量損失少,溫度高,工件加熱快。焊嘴傾角的大小應更具焊件厚度、火焰大小、焊件的材質及工藝要求等確定。
6.焊絲直徑
焊絲直徑主要根據焊件的厚度來選擇。焊件較厚時,焊絲直徑要相對粗一些。如焊件厚度為1-2mm時,焊絲直徑為1-2mm,當焊件厚度為3-5mm時,焊絲直徑以選2-3mm為宜。
焊劑中性焰手工電弧焊
工藝氧氣焰氧炔混合氣體
