 板極電渣焊
板極電渣焊電渣焊主要有熔嘴電渣焊、非熔嘴電渣焊、絲極電渣焊、板極電渣焊等。
它的缺點是輸入的熱量大,接頭在高溫下停留時間長、焊縫附近容易過熱,焊縫金屬呈粗大結晶的鑄態組織,衝擊韌性低,焊件在焊後一般需要進行正火和回火熱處理。
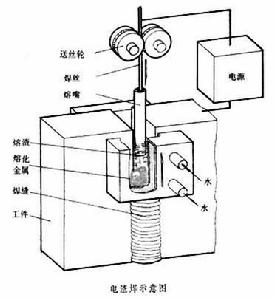
板極電渣焊是利用電流通過熔渣所產生的電阻熱作為熱源,將填充金屬和母材熔化,凝固後形成金屬原子間牢固連線。電渣焊主要有熔嘴電渣焊、非熔嘴電渣焊、絲極電渣焊、板極電渣焊等。
板極電渣焊電渣焊主要有熔嘴電渣焊、非熔嘴電渣焊、絲極電渣焊、板極電渣焊等。
它的缺點是輸入的熱量大,接頭在高溫下停留時間長、焊縫附近容易過熱,焊縫金屬呈粗大結晶的鑄態組織,衝擊韌性低,焊件在焊後一般需要進行正火和回火熱處理。
電渣焊是利用電流通過熔渣所產生的電阻熱作為熱源,將填充金屬和母材熔化,凝固後形成金屬原子間牢固連線。在開始焊接時,使焊絲與起焊槽短路起弧,不斷加入少量固...
電渣焊特點 焊接電源 電渣焊的適用範圍 生產實踐電渣壓力焊electro-slag welding(ESW):是將兩鋼筋安放成豎向或斜向(傾斜度在4:1的範圍內)對接形式,利用焊接電流通過兩鋼筋間隙,...
工作原理 焊接設備 預防措施 操作規程電渣焊槍主要廣泛套用於非溶嘴式電渣焊以及絲極電渣焊中。
簡介 熔咀式電渣焊法 非熔化咀簡易電渣焊法 絲極電渣焊 電渣焊槍帶極電渣堆焊是在帶極埋弧堆焊基礎上發展起來的,它利用導電熔渣的電阻熱熔化母材和焊帶。和帶極埋弧堆焊相比,帶極電渣堆焊有更高的熔敷率,更快的堆焊速度,更低...
簡介 工作原理 帶極電渣焊特徵 工藝參數 帶極電渣堆焊焊劑電渣焊、板極電渣焊和熔嘴電渣焊。電渣焊的優點是:可焊的工件厚度大...熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊。電阻焊包括:電阻點焊,塗焊,縫焊,高頻焊,閃光對焊。由於電渣...
工作原理 主要種類 焊工介紹 預防措施 操作規程六電渣焊5細節七 電阻焊5第二節焊縫、接頭與坡口6細節一焊縫6細節二焊接... 焊接設備和材料200細節二電渣焊工藝原理204細節三融嘴電渣焊206細節四鋼筋電渣壓力焊208細節五焊接缺陷及消除211細節六質量檢查與驗收...
內容簡介 理解 延伸 圖書目錄 圖書信息(二): A、活化劑(ACTIVATION):該成份主要起到去除PCB銅膜焊盤表層及零件...(RESINS):該成份主要起到加大錫膏粘附性,而且有保護和防止焊後PCB再度氧化...相關規定,“焊膏中合金粉末百分(質量)含量應為65%-96%,合金粉末百分...
成份及作用 保存與使用 使用注意 焊錫膏回流焊接使用的常見問題分析 焊錫膏印刷、適用範圍二、施工準備第六章 電渣焊(ESW)第一節 電渣焊過程及特點一、電渣焊的過程二、電渣焊特點第二節 電渣焊種類、適用範圍一、絲極電渣焊(ESW-WE)二、熔嘴電渣焊(ESW-MN)三、板極電渣焊(ESW-BE)四...
內容簡介 圖書目錄