
設備介紹
用高速電子轟擊物料使之加熱熔化的電爐。在真空爐殼內,由陰極電子槍發射電子,電子束受加速陽極的高壓電場的作用加速,轟擊位於陽極的金屬物料,使之發熱熔化,滴入水冷銅結晶器中凝固成錠。整個密閉爐體由電子發射系統、真空系統以及金屬熔煉系統構 成。由於電子束可經電磁聚焦裝置高度密集,所以可在物料受轟擊的部位產生很高的溫度。電子束爐適合於熔煉高熔點、高純度的金屬,如W、Mo、Ta、Nb等。
結構與原理
電子轟擊爐是利用高速運動電子的能量來加熱材料,又稱為電子轟擊加熱器。其原理類似於一個二極體,通過熱電發射的方式獲得初速度的電子,在2 kV以上的高電壓降作用下向試樣加速,並用電磁方法或靜電透鏡使電子束朝著試樣聚焦。使被加熱區的溫度≥3500℃。用電子轟擊加熱需要在發射器和試樣之間產生受控制的電流。這隻有在真空中才能夠實現(實際中,這一過程只有存絕對壓強<10 mmHg時才可行)。
某電子轟擊加熱器的工作原理如圖1所示,其中低電壓加熱發射器一般用鎢絲構成,其上施加負電位。與加熱發射器相比,試樣處於正電位(通常接地),因此電子向著試樣表面加速,並將電子動能轉變為熱能來加熱試樣,該裝置比較適用於加熱面積較大的試樣;圖1(b)所示的是該裝置的改進型,它是用一個金屬屏(聚束極)環繞在加熱發射器燈絲的周圍來控制加熱面積,而且金屬屏與燈絲保持等電位。這樣,一束定向的電子流就可以穿過聚束極上的孔洞而沖向試樣;更為先進且套用較廣的電子源設備如圖1(c)所示:電子從與圖1(b)相同的裝置中發射出來後向陽極(通常接地)加速,這些電子通過陽極的孔洞後形成電子柬,並用電磁方法或靜電透鏡來聚焦,也可以用電磁場或靜電場來控制電子束的偏轉。燈絲、聚束極與陽極的大小、形狀及位置都很重要,例如,只需調節通過聚焦線圈的電流,電子束的加熱面積就能改變至100倍以上。因此,即便是使用同一裝置,也可以有效地加熱1~100 mm (甚至更大)的面積。調節偏轉線圈中的電流也能夠改變電子束的方向,從而精確地選擇被加熱區域。電子束功率可以通過改變加速的電壓或通過改變陰極發射的方法來調節。
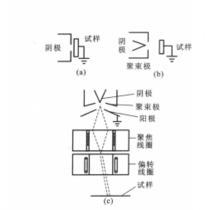 圖1 電子轟擊加熱原理
圖1 電子轟擊加熱原理特點
電子轟擊爐特點是:
①可以達到很高的功率密度,最大可達10 W/cm ,用於熔煉高熔點材料,工件自身淬火金屬熱處理及進行快速表面硬化;
②控制方便、精度高,只要調節一下通過聚焦線圈的電流,電子束的加熱面積就能改變至100倍以上,電子束的功率密度、方向、轟擊時間等都可以精確凋節和控制,可用於選擇性硬化處理;
③電子轟擊加熱.需要在發射器和待加熱物之問產生受控制的電流,這隻有在真空中才能做到;
④爐料在真空室內進行加熱或熔化,除氣好、無耐火材料污染,熔煉的材料純度高;
⑤工作時產生X射線,需採取防護措施;
⑥沒備和技術比較複雜。
套用情況
電子轟擊爐是利用被電場加速後高速運動的電子轟擊爐料時所產生的熱能來加熱或熔煉爐料的一種電爐。電子束轟擊加熱已廣泛地套用於很多領域。電子束轟擊加熱器,已經用來加熱高溫X光粉末照相機巾的試樣,用電子束加熱浮區熔化法製備高熔點金屬單品(如超純鎢單品的純度達99.9975%),用電子束加熱的矽單品爐和電子束熔煉爐等。另外,電子束還用於焊接、蒸發鍍膜、熱處理等許多方面。
電子轟擊爐主耍剛來熔煉鎢、鋁、鈮、鉭、鈦、鋯及其合金,生產優質合金鋼和超純鐵素體不鏽鋼,製取半導體材料和高溫合金的單品等。常採用活底水冷銅結晶器製取金屬錠,錠室可以整體置換。
自動化
電子轟擊爐主要是作為冶煉和製造高熔點活潑金屬(如鉬、鈮、鈦、鉭等)和含有這類元素的難熔合金之用。.這種真空冶金法是將金屬在高真空即低於10 Pa的條件下熔化和精煉。
以加熱的螺線陰極或板陰極作為自由電子源,並以此作為熱電子發射。在高真空中,陰極被加熱,並接通高壓直流電而使電子發射,在加速陽極作用下,電子被加速,高速電子轟擊自耗電極(或熔池,取決於電子槍對準地點),產生大量熱能,將自耗電極熔化(或加熱熔池)並保持液態熔池,進行精煉。
電子轟擊爐熔煉過程是:電極和結晶器準備,抽真空,轟擊種熔,錠子處理。電子轟擊爐大部分仍然主要用在研究院所、高校或試驗工廠,但正逐漸用作生產設備,其容量正逐漸增大。
電子轟擊爐的自動化主要集中在:
(1)數據採集、監測、整理、顯示與記錄。包括燈絲電流(使螺線陰極或板陰極發射電子)、施加的高壓、冶煉時間和真空度等工藝參數。
(2)發射電子控制。包括燈絲加熱電流控制和控制柵電壓控制。
(3)施加的高壓的電壓值控制。
(4)限流與安全保護。這是最關鍵的,因為冶煉時自耗電極或熔池會逸出氣體,導致短路而跳閘,無法進行冶煉,閉環自動控制系統如改變控制柵電壓以控制電子流或控制燈絲電流都因快速性不足而不能解決跳閘問題。最有效的方法是在主迴路串入飽和電抗器的開環自動控制方式,利用飽和電抗器的特性,即一定控制電流下有一定最大輸出電流,逸出氣體導致短路,但電流受限而不會過大而跳閘,這就使冶煉得以繼續進行。
