
電動機控制開關額定電流的選擇
全壓起動的電動機控制開關應按下列要求選擇:
(1)功率在5.5kW及以下的電動機,可採用瓷底膠蓋刀開關,其額定電流不應小於電動機額定電流的3倍。
(2)功率在15kW以下的電動機,宜採用鐵殼開關,其額定電流不應小於電動機額定電流的2倍。
(3)採用自動斷路器或磁力起動器時,其額定電流不應小於電動機的額定電流 。
電動機的常規控制
1.三相鼠籠型異步電動機的全壓起動控制線路
在起動過程中需要考慮的主要因素有最初起動轉矩(堵轉轉矩)和起動電流(堵轉電流)。由於鼠籠式轉子異步電動機具有結構簡單、成本低廉和維修工作量較小等一系列優點,在工業生產中得到了廣泛的套用。在電源變壓器允許的情況下,鼠籠型異步電動機應儘可能地採用全電壓起動,這樣既可以提高控制線路的可靠性,也可以減少電氣的維修工作量。
電動機常用的全壓起動方法有:斷路器(包括刀開關、倒順開關等的起動)起動、接觸器起動兩種。
在工業電氣安裝工程中,電動機都是用接觸器進行控制的,而控制電路則由各種有觸點的接觸器、繼電器、按鈕、行程開關等組成。其作用是實現對電力拖動系統的起動、反向、制動和調速等運行性能的控制,實現對拖動系統的保護,滿足生產工藝的要求。各種生產機械加工對象和生產工藝要求不同,電動機控制電路也就不同,有的比較簡單,有的相當複雜。但任何複雜的電氣控制線路都是由一些比較簡單的基本控制電路按需要組合而成的。常見的有:
(1)基本控制(單向運行控制);(2)單向點動控制;(3)點動與起動混合控制;(4)多地點與多信號控制;(5)單按鈕控制;(6)單線遠程控制;(7)來電自起動控制;(8)正反轉控制;(9)自動往復循環控制;(10)帶點動的自動往復循環控制;(11)兩台電動機自動切換控制;(12)多台電動機步進控制;(13)多台電動機順序控制。
另外,還有各種指示、互鎖和保護線路,如:運行指示、停止指示、故障指示、起動指示、接觸器互鎖、按鈕互鎖、雙重互鎖、零電壓保護、欠壓保護、過載保護和缺相保護等等。
2.三相鼠籠型異步電動機降壓起動控制線路
三相鼠籠型異步電動機採用全電壓直接起動的時候,雖然控制線路簡單、維修工作量較少。但是如果電源變壓器容量不足,勉強採用全電壓直接起動時,電動機有可能無法起動或因電網電壓下降造成生產事故,因此就必須採用降壓起動。其目的是為了降低電動機的起動電流和減少變壓器二次電壓的大幅度下降。同時在採用降壓起動方式以後,可以使電動機定子繞組的兩端避免或減少因過大的起動電流而引起的位移和變形。此外,對緩慢絕緣老化、延長電動機的正常使用壽命等方面,也都有一定的積極作用。降壓起動的方法也較多,常用的有:①星—三角降壓起動;②自耦變壓器降壓起動;③定子串電阻(或電抗器)降壓起動;④延邊三角形降壓起動 。
電動機控制元件的安裝
交流接觸器的安裝
交流接觸器在安裝接線的全過程均應做充分地檢查工作。
(1)安裝前應檢查核對下列工作內容:
1)接觸器的結構形式,技術數據是否符合安裝處的工作環境、工作條件所決定的技術條件,如安全防護的IP等級、適應的AC類別、電壓等級以及電流級次等。
2)接觸器組合元件,如觸頭系統、滅弧系統、傳動系統以及整體結構是否完好,是否符合標準,尤其電磁系統,其鐵心應無污垢,無鏽蝕,線圈引出線端子導通良好。
3)在主觸頭不帶電的情況下,勵磁吸合是否正常,三相觸頭接通動作是否同期,接觸緊密,無異常響聲。輔助觸頭隨動性及接觸良好。
4)真空接觸器在安裝前應採用工頻耐壓法,檢查真空開關管的真空度,應符合產品技術標準。
(2)安裝接線後應檢查核對下列工作內容:
1)元器件安裝接線是否牢固,使用的元器件是否符合要求。
2)接線是否正確,其工藝是否完美。
3)有關試驗項目及試驗數據是否齊全,是否符合要求。
4)操作及傳動試驗是否達到標準等等。
(3)交流接觸器的安裝接線應符合如下要求:
1)組合元件的排列擺放應符合設計要求。
2)應採用新材料、新產品和新工藝。
3)接線要標準化,規範化。比如:採用卡軌定位安裝,以利於更換和檢修;採用接線板,使接線層次清晰;採用公用母線接線端子板,使等電位端子接線簡潔整齊;採用塑膠線槽組裝線束,使配線線上槽中得到保護,使外部線條幹淨利落,等等 。
輔助電路接線要領
電控接線的重點在操作、控制、計量、監測、保護及信號等輔助電路上,其要領歸納如下:
1)控制迴路電源一般採用熔斷器或小型空氣斷路器配出,實施短路保護。
2)同一控制電源中各迴路兩端的等電位處採用“並聯跳線”或“母線式接線端子板”向各迴路配出控制電源。
3)對一條迴路,從電源的一端出發把迴路中所有的控制接點及被控元件串接起來,回到電源的另一端,且通過電源內電路使這條迴路形成一個完整的環路。在控制電壓作用下,迴路中的元件才能發揮預期的功能和作用。
4)連續運行的交流接觸器要用其常開輔助觸點與起動按鈕常開觸點並聯起來,鬆開按鈕,其常開輔助點隨之閉合,予以自鎖。
5)諸如正、反轉、星-三角變換等兩台以上接觸器實施程式運行時,要把相互切換接觸器的常閉點(或起動按鈕的常閉觸點)串入對方控制電路中,實施互鎖控制。
6)設安全繼電器的控制電路應在相關迴路電源處設安全閉鎖常開觸點。
7)在信號電路中,運行信號燈與接觸器的常開輔助觸點串聯,停止信號燈與接觸器的常閉觸點串聯,構成信號迴路。
8)配線應做到簡化、合理、路徑短。接線牢固、整齊、美觀,無交叉凌亂現象,層次清晰,便於維護。
9)新規程規定:輔助電路一律採用黑色絕緣導線配線;公用電源母線採用黃、綠條紋相間的導線配線。
10)輔助電路導線條數較多,應整理成束,定距離固定,加以包紮,加強其絕緣強度。
11)當控制程式需要一定的延時,應增設時間繼電器迴路,時間繼電器的延時斷開的常閉觸點應串接在待延時停止的接觸器線圈迴路中,而時間繼電器的延時閉合的常開觸點應串接在待延時起動的接觸器線圈迴路中。
12)輔助電路的控制功能應與主電路換相、切換等控制目的相一致,充分體現所設接觸器的工作原理。按工作原理進行主電路和輔助電路配線是電氣接線的宗旨 。
接線中應該注意的問題
1)注意導體端頭連線,防止鬆動、虛接、假接以及斷線。
2)接線前,應仔細地對每一元件做導通試驗,颳去接線端的絕緣層及氧化膜。
3)注意相序,務必正確。
4)不要把電動機繞組首尾判斷錯誤,發生反接。尤其,星-三角起動用6根線接線時,一旦發生反轉,且不要在繞組的六個引出端處變換“相序”,因為這樣將使電動機定子繞組有一相反接,造成運行中一相電流過大,燒毀電動機。必須在主電路處調換端頭來調整相序,變更電動機轉向。
5)注意設備極性、元件功能,尤其各觸頭的功能,不能接錯迴路。
6)元件在電路中的串、並聯關係不要錯接。
7)元件擺放位置不合理,會使接線繁瑣。
8)兩種金屬導線相連線時,應採用將其連線端頭塗錫等防電化學腐蝕措施。
9)導流元件接點的容量應適宜,不應有發熱現象。對每一迴路可能有的最大電流值應進行計算,按標準選用。
為此,施工接線前,應熟悉國家新標準中有關的技術要求,熟悉接線系統的工作原理,熟悉每一組合元件的結構和工作原理;按圖接線,按標準施工;認真進行接線,認真進行例行試驗,確保全裝接線質量符合要求 。
電動機控制設備故障
1.小型電動機控制設備故障
小型電動機控制一般採用刀開關,刀開關負荷側加裝熔斷器。主要故障是靜觸頭燒壞,靜觸頭與導線連線處的接線螺栓燒壞。熔斷器裝設熔絲的螺栓燒壞,有時連線導線接觸不良發熱而燒斷。
上述故障原因主要是安裝不符合要求。所以,要求導線截面積要大,插入刀開關接線孔的深度要深,固定螺絲要擰緊。因銅、鋁兩種材料接觸易使鋁導線腐蝕,接觸電阻增大,易發熱燒壞接觸處。為此,可在銅材料上鍍一層錫,就避免了燒壞接觸處的故障發生。
2.自動控制線路
 自動控制電動機接線圖
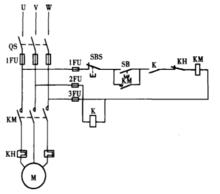
自動控制電動機接線圖為了節省投資,小型電動機控制多採用刀開關加熔斷器,或者採用石板閘。但是,這種控制在電動機啟動和停止時分斷能力差,不能實現遠方控制。如果在頻繁操作的場所,觸頭處易發熱燒壞,因而採用自動控制線路,接線如圖所示。
這種控制線路常見故障是:①一次迴路,交流接觸器動、靜觸頭接觸不良、接觸壓力不足、磨損嚴重、表面有污髒物質或者表面逐漸形成氧化層等。因而使動、靜觸頭表面接觸電阻增大。由於電流的熱效應,使接觸處的溫度升高,造成動、靜觸頭接觸處過熱,最後燒毀接觸器。②鋁導線與交流接觸器連線,易腐蝕,使接觸電阻增大以致過熱並燒斷導線和設備。可有針對性採取措施,預防事故的發生。QS—刀開關;KM—交流接觸器;SB—啟動按鈕;SBS—停止按鈕;FU—熔斷器;KH—熱繼電器;K—中間繼電器。
措施之一:加強在電機運行中的監視,認真巡視檢查,重點觀察主迴路各元件的過熱情況,在易發熱的有關部位貼示溫臘片,有條件的也可採用測溫儀帶電測溫。
措施之二:提高安裝和檢修質量。新設備安裝時,要符合規範要求。如果電動機控制是採用定型盤(櫃),安裝時應按施工圖紙布置,按順序將盤(櫃)放在基礎槽鋼上,用M12鍍鋅螺絲固定,基礎槽鋼必須可靠接地。一次線連線時,要把盤上塗漆母線的漆皮刮掉,連線母線的螺絲應墊一個彈簧墊圈和一個平墊,固定螺絲應擰緊。
對於二次線的連線,每根連線小線頭應彎成圓圈,用鍍鋅螺絲、小平墊圈、彈簧墊連線在每個端子排上。每一個接線端子最多連線兩根導線,導線如系多股,應鍍錫,不準有斷股。
不論一次或二次迴路接線,施工完畢後,均應重新把螺絲再緊一次。對各元件應試驗,各參數符合要求後,才可合閘送電。
檢修質量是安全運行的可靠保證。因此,應對設備定期檢修,對於已損傷嚴重、燒傷面大的元件要及時更換。拉緊彈簧因交流接觸器本體過熱而導致彈簧過熱,使彈簧的拉力降低,應及時更換彈簧。交流接觸器另一個常見故障是磁鐵的吸力不足而使主觸頭接觸的壓力減小。對於這種故障,要使吸合磁鐵的接觸面大,表面污物要清除掉,電源電壓達到磁鐵線圈的額定值。磁鐵的另一個缺陷是交流聲音太大,可以改成直流無聲運行。
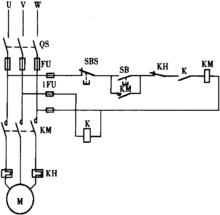 交流接觸器控制電動機故障分析接線圖
交流接觸器控制電動機故障分析接線圖二次線故障,通常是繼電器觸點接觸不良,有時觸點燒壞。如圖2中的K或KH觸點斷開後,交流接觸器啟動迴路斷開,電動機啟動不了,此時應先檢查電動機啟動迴路。可用自製通燈逐級檢查,查出迴路斷開的準確點後,進行處理,多數是更換繼電器。一般情況下,啟動按鈕、停止按鈕故障較小。二次故障中常見的是交流接觸器輔助觸點燒壞,電動機按下啟動按鈕,電動機能啟動,但一鬆開啟動按鈕後,失去閉鎖功能而電動機停機。此類故障,可以倒到另一對常開觸點即可。QS—刀開關;1FU—熔斷器;SBS—停止按鈕;SB—啟動按鈕;K—中間斷電器;KM—交流接觸器;KH—熱繼電器;FU—熔斷器。
另一個經常遇到的故障是二次迴路熔斷器熔絲熔斷。表現為按下啟動按鈕SB後,電動機不啟動,交流接觸器KM吸力磁鐵不吸合。可把熔斷器取下,檢查熔絲是否熔斷,如果熔絲熔斷,換上熔絲後重新安上,再按下啟動按鈕,電動機就開始啟動。如果電動機不啟動,則故障點不在此處,再重新去檢查其他元件是否有故障,查出故障並進行處理,直至電動機能啟動為止 。
