
概念介紹
離焦量直接關係到雷射作用在工件上的功率密度。
在雷射焊接過程中,離焦量對焊接質量的影響。 雷射焊接通常需要一定的離焦量,因為雷射焦點處光斑中心的離焦量功率密度過高,容易蒸發成孔。離開雷射焦點的各平面上,功率密度分布相對均勻。
在雷射熱處理過程中,離焦量對熱處理效果產生直接的的影響。 當離焦量過大,作用在工件上的功率密度過低達不到處理工件的目的;當離焦量過小,作用在工件上的功率密度過高,容易熔化雷射照射點,破壞工件表面。
方式
離焦方式按焦平面與工件的位置關係,可分為正離焦與負離焦,焦平面位於工件上方為正離焦,反之為負離焦。按幾何光學理論,當正負離焦平面與焊接平面距離相等時,所對應平面上功率密度近似相同,但實際上所獲得的熔池形狀不同。負離焦時,可獲得更大的熔深,這與熔池的形成過程有關。
正負離焦特點
實驗表明,雷射加熱50~200us材料開始熔化,形成液相金屬並出現汽化,形成反衝壓力,並以極高的速度噴射,發出耀眼的白光。與此同時,高濃度氣體使液相金屬運動至熔池邊緣,在熔池中心形成凹陷。當負離焦時,材料內部功率密度比表面還高,易形成更強的熔化、汽化,使光能向材料更深處傳遞。所以在實際套用中,當要求熔深較大時,採用負離焦;焊接薄材料時,宜用正離焦。
當離焦較小時,就會產生較高的功率密度,在微秒時間範圍內,表層即可加熱至沸點,產生大量汽化。因此,高功率密度對於材料去除加工,如打孔、切割、雕刻有利。當離焦量適中,雷射處於較低功率密度時,表層溫度達到沸點需要經歷數毫秒,在表層汽化前,底層達到熔點,易形成良好的熔融焊接。
測量方法
 離焦量
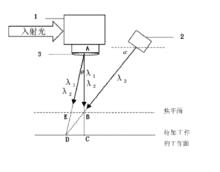
離焦量一種測定離焦量的方法及系統,用於掃描振鏡系統中離焦量的測量,包括如下步驟:確定雷射λ的焦平面;測量結構光λ與水平面之間形成一傾角α及焦距的值;測量指示光λ偏離垂直面的角度θ;根據公式計算得出離焦量。此方法克服了常規測量工具由於讀數引入的誤差,並能實現非接觸的距離測量,避免了常規測量對工件的損傷,並能實現狹小空間內的測距,提高了加工效率。
